EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY






Процес зворотного формування без зазору, тяговий ремінь із жовтого силікону для упакувальної машини
Преміум-синхронні ремені з інтегрованим силіконовим покриттям і технологією зворотного формування без зазорів. Ідеальні для високошвидкісних ліній подачі плівки в упакувальному обладнанні Bosch та Ishida. 100 % конструкція, стійка до розшарування, з точними варіантами отворів під вакуум за технологією ЧПУ з заводу YONGHANG.
- Вступ
Вступ
На високих швидкостях Обладнання для вертикального формування, наповнення та запечатування (VFFS) , безперервний тяговий ремінь зі спадним рухом є «серцем» системи. Він забезпечує подачу упаковочної плівки з точним індексуванням для формування пакетів, мішків або саше.
А Процес зворотного формування без зазорів представляє найвищий рівень виробництва таких ременів. Це спеціалізована технологія вулканізації, при якій товстий шар високоякісного силіконове покриття безшовно наноситься на основу поліуретанового ременя з зубчастим зачепленням без будь-яких видимих швів, стиків або з’єднувальних поверхонь.
Нижче наведено технічний огляд інженерних рішень, що лежать в основі роботи Вакуумних тягових ременів серій T10 та T10.5 , що використовуються в автоматизованому упакувальному секторі.
1. Матеріалознавство: Безшовне силіконове покриття
Стандартні ремені зі спуском зазвичай виготовляють шляхом приклеювання смужки гуми або силікону до основи зубчастого ременя, що залишає чіткий шов або «зазор» у місці з’єднання кінців. Процес зворотного формування без зазорів усуває цей недолік шляхом рідинного введення або вулканізації покриття безпосередньо на безперервному, замкненому ременному серцевині.
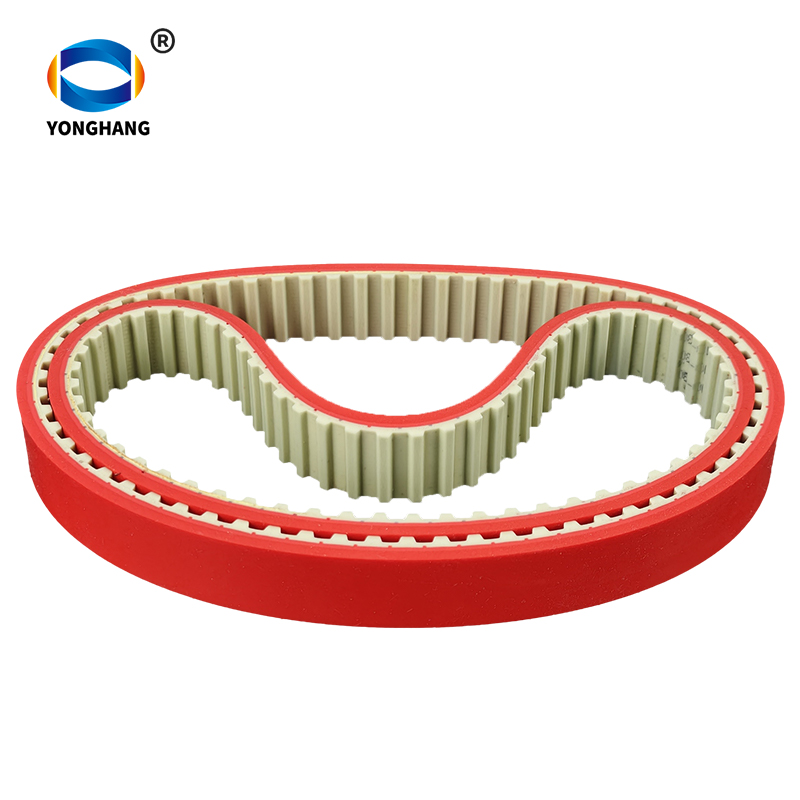
Високий коефіцієнт тертя: Силікон забезпечує стабільну поверхню з високим рівнем зчеплення, яка надійно захоплює пластикові, фольговані або ламіновані упакувальні плівки без проковзування — навіть під час прискорення на високих швидкостях.
Не залишає слідів і безпечний для харчових продуктів: Преміальний силікон є хімічно інертним, нетоксичним і абсолютно не залишає слідів. Він не передає упакувальній плівці жодних пігментів або залишків клею, що є критично важливим для забезпечення безпеки харчових продуктів та фармацевтичних засобів.
Стійкість до зносу та пошкоджень: Безшовна структурна матриця усуває головну причину виходу ременів з ладу — відшарування або розшарування країв у місці з’єднання під постійним механічним згинанням.
2. Технічні характеристики та матриця розмірів
Ці конкретні конфігурації (T10-630, T10-720, T10-920, T10.5-934.5) є розмірами, що відповідають галузевим стандартам, і відкалібровані для сумісності з усіма глобальними брендами машин VFFS (наприклад, Bosch, Ishida, Hayssen, Matrix та Rovema).
| Код продукту | Крок зуба (мм) | Загальна довжина (мм) | Кількість зубів (z) | Підсилення основи | Цільова упаковкова плівка |
| T10-630 | 10мм | 630 мм | 63 зуби | Сталь високої міцності / Кевлар | Поліпропіленові та поліетиленові ламінати з високим блиском |
| T10-720 | 10мм | 720 мм | 72 зуби | Сталь високої міцності / Кевлар | Матові композити з товстої фольги |
| T10-920 | 10мм | 920 мм | 92 зуби | Сталь високої міцності / Кевлар | Плівки для великоформатних багатошарових мішків |
| T10.5-934.5 | 10мм | 934,5 мм | 89 зубів | Сталь високої міцності / Кевлар | Спеціалізоване OEM-обладнання VFFS |
Примітка щодо кроку T10.5: The 10.5mm крок — це високоспеціалізована, патентована геометрія, яку використовують певні європейські виробники упакувального обладнання для забезпечення суворої механічної синхронізації під час складних високошвидкісних циклів.
| Шар | Склад матеріалу | Інженерна функціональність |
| Верхнє покриття | Безшовний рідкий силікон (червоний/синій/жовтий) | Плівка з високим коефіцієнтом тертя та протисканням; відсутність зазорів у з’єднаннях. |
| Основне ядро | Термопластичний поліуретан (TPU) | Жорсткий профіль зубців для повного (100 %) безпроковзного зачеплення шківа. |
| Елемент натягу | Багатониткові сталеві або арамідові корди | Запобігає поздовжньому розтягуванню; витримує високий момент інерції при пуску та зупинці. |
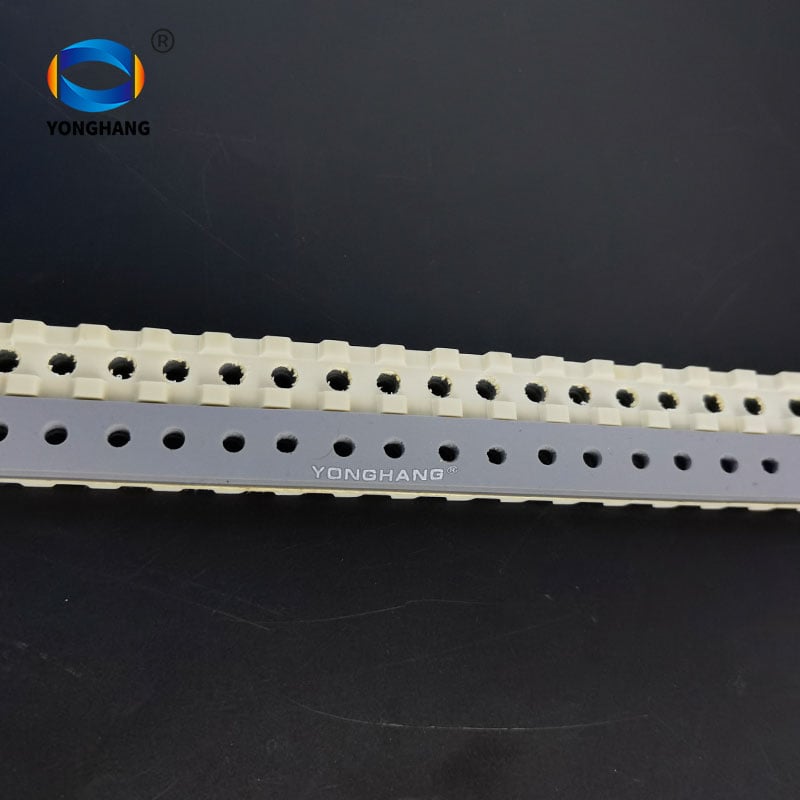
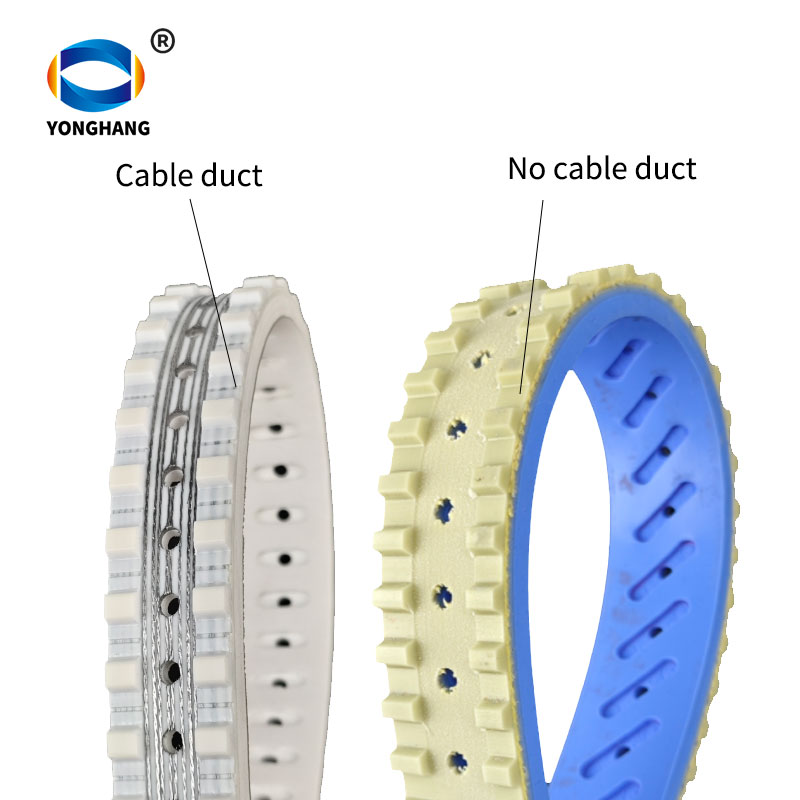
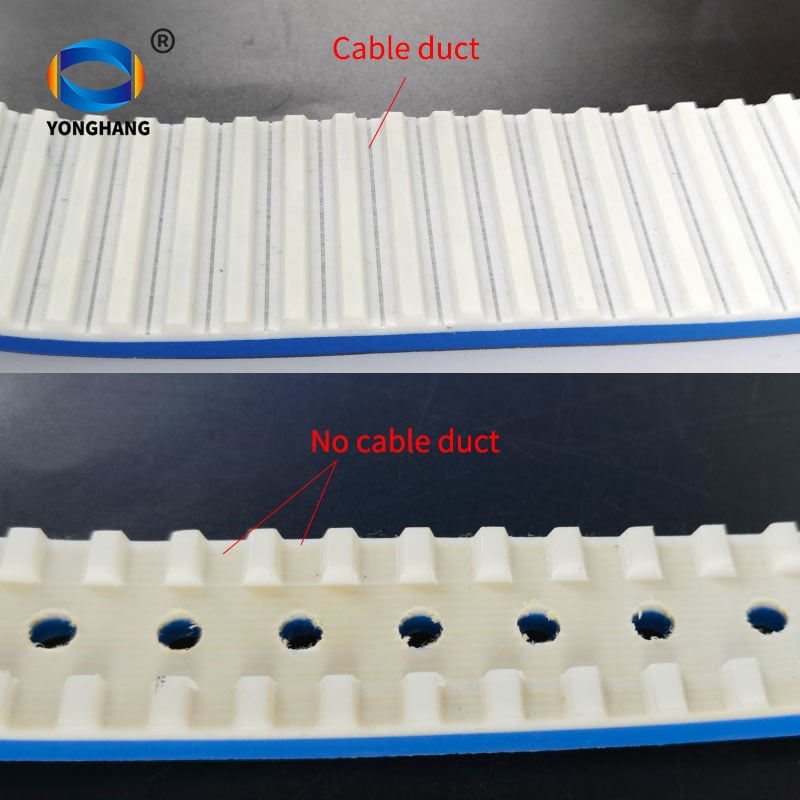
| Індивідуалізація | Вакуумні отвори / Задні пази | (Опціонально) Отвори, оброблені методом ЧПУ, для забезпечення вакуумного всмоктування. |
4. Ключові переваги у роботі ліній упаковки
A. Ідеальне вакуумне запечатування та видалення повітря
Для машин VFFS із вакуум-допоміжним механізмом опускання стрічки необхідна безшовна стрічка. Будь-який зазор або нерівний шов у покритті призведе до миттєвого падіння вакуумного тиску, що спричинить прослизання плівки, відхилення довжини пакетів або механічні збої в роботі обладнання. Технологія формування без зазорів забезпечує неперервне герметичне ущільнення між стрічкою та плівкою.
B. Стабільна точність довжини пакетів
Оскільки шар силікону має однакову товщину з точністю до міліметра, сила опускання залишається постійною протягом усього 360-градусного обертання стрічки. Це усуває незначні коливання швидкості, характерні для з’єднаних стрічок, і забезпечує абсолютну точність зчитування реєстраційних міток датчиками розрізання та запечатування.
C. Висока стійкість до температур
Захоплювальні губки VFFS працюють при високих температурах безпосередньо поруч із тяговими ременями. Силіконовий склад, що використовується в процесі зворотного формування, без проблем витримує теплове випромінювання навколишнього середовища, не м’якшуючи, не утворюючи блискучого шару й не втрачаючи своїх високих характеристик тертя.
5. Промислова виробнича досконалість
Для досягнення бездоганного та довговічного тягового ременя потрібен передовий контроль виробництва.
У YONGHANG (Завод трансмісійних ременів Yonghang) ми використовуємо спеціалізоване обладнання для зворотного лиття для виготовлення інтегрованих силіконових ременів синхронізації. Вводячи силіконовий склад безпосередньо на поліуретанову основу, ми повністю усуваємо застосування традиційних промислових клеїв. Крім того, наші автоматизовані центри ЧПУ-фрезерування можуть створювати спеціально фрезеровані вакуумні отвори або поперечні канавки на зворотному боці, щоб ідеально відповідати конфігурації вашого конкретного упакувального обладнання.