 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY
Დროის პულისა და რემის ნაღავის თავსებადობის გაგება
Დროის პულისა და რემის ნაღავის შესაბამისობის მნიშვნელობა
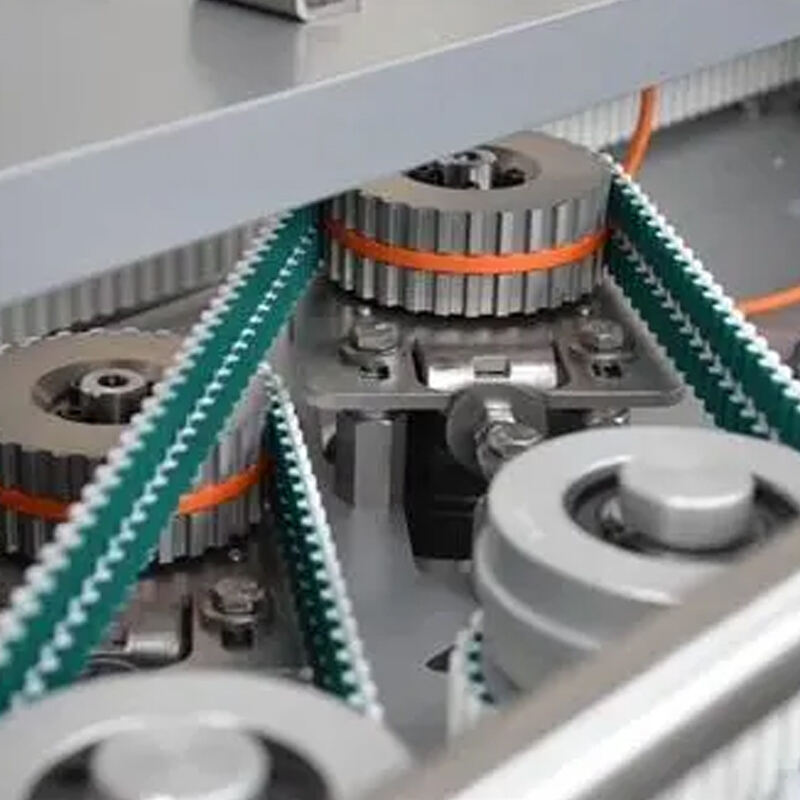
Დროის პირსაცემებს და ლენტის ნაღმებს შორის სწორი შესაბამისობის მიღება ძალიან მნიშვნელოვანია ენერგიის ეფექტურად გადაცემის თვალსაზრისით. მცირე შეუსაბამობა, მხოლოდ 0.1 მმ-ით, შეიძლება დატვირთვის მაჩვენებელი შეამციროს დაახლოებით 30%-ით, რაც გამომდინარეობს Industrial Drive Systems-ის 2023 წლის ანგარიშიდან. ასეთი განსხვავება ხშირად იწვევს კომპონენტების სწრაფად გამოყენებას ან სისტემის სრულ გამოსვლას სტრუქტურიდან. თუმცა, როდესაც ყველაფერი სწორად არის გაწყობილი, ღერძები ერთად მოძრაობს გადახრის გარეშე. ეს სინქრონიზაცია განსაკუთრებით მნიშვნელოვანი ხდება მაღალი სიზუსტის მუშაობის გარემოში, როგორიცაა CNC მანქანები და რობოტული ასამბლერის ხაზები, სადაც მოძრაობის მცირე განსხვავებები პირდაპირ იწვევს დეფექტური პროდუქციის წარმოქმნას წარმოების დროს.
Როგორ უზრუნველყოფს კბილების ჩაკიდება ზუსტ მოძრაობის გადაცემას
Კარგი მოძრაობის კონტროლი დამოკიდებულია იმაზე, თუ რამდენად კარგად ემთხვევა ღერძის კბილები ბორბალზე. როდესაც თითოეული კბილი სწორად ემთხვევა ღერძზე არსებულ ღარს, მექანიკური დატვირთვა სისტემაში ბევრად უკეთესად იყოფა. ეს საკმაოდ მნიშვნელოვანია 5,000 RPM-ზე მეტი სიჩქარით მუშავების დროს, სადაც უმნიშვნელო პრობლემებიც კი შეიძლება გამოიწვიოს მნიშვნელოვანი ხარვეზები. მექანიკური ინჟინრების კვლევები აჩვენებს, რომ სწორმა ერთმანეთთან შეერთებამ უკუსვლა შეიძლება შეამციროს 0.5 რკალუთი წუთის ქვეშ, რაც სიზუსტის თვალსაზრისით ძალიან მნიშვნელოვანია ლაზერული ჭრის და 3D პრინტერების მსგავს პროცესებში.
Გავრცელებული სვლის სტანდარტები: MXL, XL, L, T5, HTD და ურთიერთშეთავსებადობის გათვალისწინება
Ყველაზე გავრცელებული სვლის სტანდარტები არის:
| Ბოჭკოვანი | Კბილის პროფილი | Საერთო აპლიკაციები | Მაქსიმალური სიჩქარე |
|---|---|---|---|
| MXL | Ტრაპეციული | Პატარა რობოტები, პრინტერები | 1,500 RPM |
| HTD | Მრუდი | Ინდუსტრიალური ავტომაცია | 6,000 RPM |
HTD და STD პროფილებს შორის კროს-გამოყენება ზოგადად არ არის რეკომენდებული წნევის კუთხეების განსხვავების გამო. მიუხედავად იმისა, რომ ზოგიერთი მოდიფიცირებული დიზაინი საშუალებას აძლევს შეზღუდულ შეცვლადობას დაბალტორქიან კონფიგურაციებში, მუდმივი წარმადობისთვის საჭიროა შეთანხმებული კომპონენტები.
Სწორი ნაბიჯის შერჩევა გამოყენების სიჩქარისა და დატვირთვის მიხედვით
Მაშინ, როდესაც სერვომუხრუჭიან სისტემებზე გადავდივართ, რომლებსაც სწრაფად აჩქარება სჭირდებათ, 2-დან 5 მმ-მდე პატარა რემის ნაბიჯების გამოყენება, როგორიცაა L ან XL ტიპის რემები, ნამდვილად ეხმარება ინერციის პრობლემების შემცირებაში. მეორის მხრივ, დიდი სამრეწველო კონვეიერული სისტემები ჩვეულებრივ იყენებენ HTD ან T5 რემებს, რომლებსაც უფრო დიდი ნაბიჯები აქვთ – დაახლოებით 8-დან 14 მმ-მდე. 2024 წელს ძრავის გადაცემის შესახებ ახალგაზრდა კვლევამ კიდევ ერთი საინტერესო ფაქტი გამოავლინა. კვლევამ აჩვენა, რომ მაშინ, როდესაც მწარმოებლები დროს ათმობს საჭირო რემის ნაბიჯის შესარჩევად თავისი კონკრეტული მოთხოვნების მიხედვით, ისინი შეძლებენ ენერგოეფექტურობის გაზრდას 12%-დან თითქმის 18%-მდე მანქანებში, შედარებით იმ სტანდარტულ კონფიგურაციებთან, რომლებიც უბრალოდ მაღაზიაში ხელმისაწვდომია.
Რემის სწორი სიგრძისა და ცენტრალური მანძილის განსაზღვრა
Რემის სიგრძის გამოთვლა ცენტრალური მანძილისა და ნაბიჯის დიამეტრის მიხედვით
Რემის სიგრძის ზუსტი გამოთვლა საჭიროა სინქრონული გადაცემის საიმედო მუშაობისთვის. სტანდარტული ფორმულა მოიცავს ცენტრალურ მანძილს (C) და ბორბლების ნაბიჯის დიამეტრებს (D1, D2):
| Ცვლადი | Აღწერა | Ფორმულის კომპონენტი |
|---|---|---|
| Ლ | Რემის სიგრძე | 2C + π(D1 + D2)/2 + (D1 - D2)²/(4C) |
| C | Ღერძის ცენტრის მანძილი | Გაზომილი შპილკების ცენტრებს შორის |
| D1/D2 | Დახრის დიამეტრები | Კბილების რაოდენობა × დახრა |
Ეს მეთოდი, რომელიც მექანიკური სიმძლავრის გადაცემის მითითებებშია მოცემული, უზრუნველყოფს რემის 85–90% კბილის ჩართვას დატვირთვის დროს ოპტიმალური სტრესის განაწილებისთვის.
Სტანდარტული ფორმულები ფიქსირებული ცენტრისა და რეგულირებადი შპილკების კონფიგურაციებისთვის
Ფიქსირებული ცენტრის სისტემები საჭიროებენ ремის სიგრძეს ±0,2%-ის შესაბამისად გამოთვლილ მნიშვნელობასთან. რეგულირებადი კონფიგურაციებისთვის დopუსტი 1–3% ცვალებადობა, ხოლო ექსპლუატაციური მთლიანობის შენარჩუნება. დიზაინის შეზღუდვები შედის:
- Მინიმალური ცენტრის მანძილი = (D1 + D2)/2 + 15% რემის სიგანის
- Მაქსიმალური ცენტრის მანძილი = 3 × (D1 + D2)/2
Ეს დიაპაზონები უზრუნველყოფს შესაბამის დაჭიმულობას კომპონენტების ზედმეტი დატვირთვის გარეშე.
Ცენტრის მანძილის მორგება შესაბამისი დაჭიმულობისა და სწორი გასწორებისთვის
Ცენტრის მანძილის ზუსტი მორგება 0,5–2 მმ-ით მონტაჟის შემდეგ უზრუნველყოფს ოპტიმალურ რემის დაჭიმულობას. საკრიტიკული გასწორების პარამეტრები შედის:
- Პარალელურობის შეცდომა < 0,5° ღერძებს შორის
- Რადიალური წახრილობა < 0,1 მმ
- Აქსიალური გადახრა < რემის სიგანის 1%
Სწორი გასწორება ამცირებს კიდეებზე მოქმედ დატვირთვას და გაზრდის სერვისულ სიცოცხლეს.
Სიბრტყის სიგრძის არასწორი მნიშვნელობის გავლენა სისტემის ეფექტურობაზე და ცვეთაზე
Ზედმეტად გრძელი სიბრტყეები კბილების ჩახვევას 18–22%-ით ამცირებს, ხოლო პატარა ზომის სიბრტყეები კბილებზე დატვირთვას 35–40%-ით ამატებს. ორივე შემთხვევაში მოხდება:
- სიმძლავრის გადაცემის ეფექტურობის 25–30% დაკარგვა
- Ცვეთის სიჩქარის ორმაგდება მაღალი მომენტის გარემოში
- Ბორბლებში ლოდის прежდევნული გამოსვლა
Სიგრძის ზუსტი არჩევანი პირდაპირ აისახება სიმართლეზე და სერვისული მომსახურების ინტერვალებზე.
Სწორი სინქრონიზაციის სიბრტყის სიგანის და დატვირთვის მაჩვენებლის არჩევა
Სიბრტყის სიგანის შესაბამისობა მომენტთან და დატვირთვის მოთხოვნებთან
Სიბრტყის სიგანე უნდა შეესაბამებოდეს მაქსიმალურ მომენტს და რადიალურ დატვირთვის მოთხოვნებს. პატარა ზომის სიბრტყეები ადრე იჭიმება; ზედმეტად დიდი ზომის სიბრტყეები კი ზედმეტ ინერციას და სივრცის დამატებით მოთხოვნას უმატებს. მაგალითად, 80–120 ნ·მ-იან ინდუსტრიულ სინკრონულ მანქანებში ჩვეულებრივ გამოიყენება 25–50 მმ სიგანის სიბრტყეები, რათა დინამიური დატვირთვის პირობებში დაზუსტობა შეინარჩუნონ.
Როგორ აუმჯობესებს ფართო სიბრტყეები მდგრადობას მაღალი მომენტის გამოყენების შემთხვევაში
25 მმ-ზე მეტი სიგანის რემები მექანიკურ დატვირთვას უფრო მეტ კბილზე ანაწილებს, რაც შეამსუბუქებს იმ ძალას, რომელსაც თითოეული კბილი განიცდის. გამოცდები აჩვენებს, რომ ეს შეიძლება შეამციროს ეს ძალები 18-დან 22 პროცენტამდე, როდესაც შედარებულია უფრო ვიწრო რემებთან. რობოტიზებული მხების ან მსხვილი სატრანსპორტო სისტემების შემთხვევაში, სადაც მომენტის ყოვლად გასკვნილობა ხშირად საშუალო მაჩვენებლებს 150%-ით აღემატება, ასეთი ფართო რემები უკეთ მუშაობს. მასალების მიმართ პოლიურეთანის რემები, რომლებიც შეიცავს შემაგრებელ სტალინ ძაფებს, ფაქტობრივად 25-დან 40 პროცენტამდე მეტი წონის გამძლეობას ავლენს ჩვეულებრივი რეზინის რემების შედარებით მსგავს რთულ პირობებში. ბევრი მწარმოებლისთვის ეს განსხვავება მნიშვნელოვან გავლენას ახდენს ოპერაციებზე.
Ვიწრო წინააღმდეგობა ფართო რემები: სამრეწველო პირობებში წარმადობის კომპრომისები
- Ვიწრო რემები (≤15 მმ) : იდეალურია კომპაქტური, მაღალი სიჩქარის სისტემებისთვის (<3,000 RPM), მაგრამ შეზღუდულია 50 N·m-მდე დატვირთვით
- Ფართო რემები (25–100 მმ) : გამოიყენება საპრესებში, ექსტრუდერებში და მიღმა მოწყობილობებში, რომლებიც გადასცემენ 100–1,000 ნ·მ
- Ჰიბრიდული კონსტრუქციები (15–25 მმ) : არსებული კრუხის (50–200 ნ·მ) და სიჩქარის მოთხოვნების დამატევება
Არჩევანი უნდა ასახავდეს სივრცის, ინერციის და სამუშაო ციკლის შეზღუდვებს.
Მასალა და ამაგრების ფაქტორები სინქრონიზაციის სარტყლის არჩევისას
Მასალის არჩევანი მნიშვნელოვნად გავლენას ახდენს გამძლეობაზე და ტვირთის მოხმარებაზე. საკვანძო წყვილებს შორის არის:
| Მიმღების ტიპი | Იდეალური მასალა | Მაქსიმალური ტვირთის მოცულობა |
|---|---|---|
| Მაღალი ბრუნვის მომენტების მქონე ინდუსტრიული | Პოლიურეთანი + კევლარი | 1200 ნმ |
| Საკვების გადამუშავება | Ზეთმდგრა რეზინი | 450 N·m |
| Ზუსტი ავტომატიზაცია | Ნეოპრენი + ლამის ბოჭკო | 320 N·m |
| Მაღალი ტემპერატურის | Თერმოპლასტიური ელასტომერი | 680 N·m |
Ქიმიურად აგრესიულ გარემოში პოლიურეთანის რემები ფოლადის ძაფებით მოციმოვან ალტერნატივებზე სამჯერ მეტ მჟავას წინადადებას უზრუნველყოფს. ყოველთვის დაადასტურეთ, რომ ბორბლის ღარის გეომეტრია შეესაბამება რემის პროფილს, რათა თავიდან აიცილოთ 0.05–0.2 მმ-იანი არასწორი გეგმილი, რომელიც ხმარებას აჩქარებს.
Სინქრონიზაციის ბორბლების სისტემის სწორი დაყენება და მოვლა
Სინქრონიზაციის რემებისა და ბორბლების დაყენების საუკეთესო პრაქტიკები
Ძალის გადაცემის კვლევების თანახმად, დაყენების ხარისხმა დაახლოებით 90%-ით განსაზღვრავს რემის სამსახურის ხანგრძლივობა. აუცილებელი ნაბიჯები შედის:
- Დაასუფთავეთ ბორბლის ღარები ასაწყობად ანაზღაურებამდე
- Შეამოწმეთ გეგმილი ლაზერული ხელსაწყოების ან სწორი ზომის გამოყენებით
- Შემოჭიმვის დროს ზოლზე ახდენდეთ თანაბარ ღერძულ წნევას — არასოდეს იყენეთ იატაკები
- Დაყენების შემდეგ სისტემა ხელით შეამორჩილეთ სრულ სამ შემობრუნებას
Ამ პროცედურების დაცვა თავიდან აცილებს საწყის დაზიანებას და უზრუნველყოფს თანაბარ დატვირთვის განაწილებას
Შემოწმეთ შემოჭიმვის სიმართლე მაქსიმალური ეფექტურობისა და სიცოცხლის ხანგრძლივობისთვის
Ღერძის მიმართულების 0,5°-ზე მეტი გადახრა სამრეწველო პირობებში ამცირებს ზოლის სიცოცხლის ხანგრძლივობას 47%-ით. გამოიყენეთ ციფრული ინდიკატორები გაზომვისთვის:
- Ღერძების ცენტრალური ხაზების პარალელურობა
- Შემოჭიმვის სახეების კუთხური მიმართულება
- Ვერტიკალური და ჰორიზონტალური წანაცვლება შემობრუნების გასწვრივ
Უმცეს გადახრებს კი იწვევს ხანგრძლივ ხაზების უთანაბარ ცვეთას და ხმაურის გაზრდას
Დაჭიმულობის კორექტირების მეთოდები ხმაურის და ცვეთის შესამსუბუქებლად
Ოპტიმალური დაჭიმულობა შეესაბამება 1/64"-იან გადახრას თითოეული ინჩის სიგრძის შუალედში. ზუსტი გაზომვის მეთოდები შეიცავს:
- Სიხშირის მერებს, რომლებიც განმასაზღვრავენ ბუნებრივ რხევის სიხშირეს
- Სივრცის გადახრის ინდიკატორებს, რომლებიც შეესაბამებიან ISO 4184 სტანდარტს
- Ავტომატიზირებულ დაჭიმვის სისტემებს ზუსტობის კრიტიკული გამოყენების შემთხვევაში
Ერთგვაროვანი დაჭიმულობა ამცირებს სრიალს, თბობის დაგროვებას და ხმაურს.
Რეგულარული მოვლის რჩევები დროულად გამოსვლის თავიდან ასაცილებლად
Ყოველთვიური შემოწმება შეამცირებს გეგმაზე გარეშე შეჩერებას 81%-ით (2023 წლის მდგომარეობის მონიტორინგის კვლევა). რეკომენდებული პრაქტიკები:
- Ჩაწერეთ კბილების wear ხასიათი ყოველ 500 სამუშაო საათში
- Აკონტროლეთ ბორბლის კოლოფის სიგანის გაფართოება (შეცვალეთ, თუ 3%-ზე მეტია ორიგინალზე მოცულობით)
- Თავიდან აიცილეთ დაბინძურება V-რგოლის საცავების გამოყენებით
- Საჭის გადატანის თავიდან ასაცილებლად ფრთხილად შეეხეთ პატრონებს
Მნიშვნელოვან სისტემებში დანაზღვევები უნდა შეიცვალოს მათი საგზავრო ვადის 90%-ის გასვლის შემდეგ, ხოლო ყოველთვის უნდა შეიცვალოთ ბორბლები და რემები ერთ კომპლექტში, რათა უზრუნველყოთ თავსებადობა და წარმატების სტაბილურობა.
Ხშირად დასმული კითხვები
Რატომ არის მნიშვნელოვანი სინქრონიზაციის ბორბლებისა და რემების გეომეტრიული სწორი მდებარეობა?
Სწორი გეომეტრიული მდებარეობა მნიშვნელოვანია, რადგან მისი დარღვევა შეიძლება გამოიწვიოს ხაზების არათანაბარი ცვეთა, ხმაურის გაზრდა და რემის სიცოცხლის მნიშვნელოვნად შემცირება, რაც შეიძლება ზეგავლენა მოახდინოს სისტემის ეფექტიანობაზე და წარმატებაზე.
Რამდენი ხანში უნდა შემოწმდეს სინქრონიზაციის რემის სისტემა?
Რეკომენდებულია თვეში ერთხელ ჩატარდეს შემოწმება, რადგან მუდმივი მონიტორინგი მნიშვნელოვნად შეიძლება შეამციროს გეგმაზე გარეშე შეჩერებები.
Რით უნდა გავითვალისწინოთ სინქრონიზაციის რემის მასალის არჩევისას?
Მნიშვნელოვანი ფაქტორები შეიცავს ტორქის მოთხოვნებს, გარემოს პირობებს (მაგალითად, ქიმიკატების მიმართ მგრძნობარობას) და ტემპერატურას, რადგან სხვადასხვა მასალას აქვს სხვადასხვა მდგრადობა და წინააღმდეგობის დონე გარემოს ფაქტორების მიმართ.
Შეიძლება თუ არა სხვადასხვა ნაღავის პროფილების გაცვლა დაბალი მომენტის მქონე აპლიკაციებისთვის?
Მიუხედავად იმისა, რომ ეს შესაძლებელია, მუდმივი წარმადობა გარანტირებულია მხოლოდ შესაბამისი კომპონენტების გამოყენების შემთხვევაში, რადგან არსებობს წნეხის კუთხეებისა და კბილების პროფილების სხვაობა.
Სარჩევი
- Დროის პულისა და რემის ნაღავის თავსებადობის გაგება
-
Რემის სწორი სიგრძისა და ცენტრალური მანძილის განსაზღვრა
- Რემის სიგრძის გამოთვლა ცენტრალური მანძილისა და ნაბიჯის დიამეტრის მიხედვით
- Სტანდარტული ფორმულები ფიქსირებული ცენტრისა და რეგულირებადი შპილკების კონფიგურაციებისთვის
- Ცენტრის მანძილის მორგება შესაბამისი დაჭიმულობისა და სწორი გასწორებისთვის
- Სიბრტყის სიგრძის არასწორი მნიშვნელობის გავლენა სისტემის ეფექტურობაზე და ცვეთაზე
- Სწორი სინქრონიზაციის სიბრტყის სიგანის და დატვირთვის მაჩვენებლის არჩევა
- Სინქრონიზაციის ბორბლების სისტემის სწორი დაყენება და მოვლა
-
Ხშირად დასმული კითხვები
- Რატომ არის მნიშვნელოვანი სინქრონიზაციის ბორბლებისა და რემების გეომეტრიული სწორი მდებარეობა?
- Რამდენი ხანში უნდა შემოწმდეს სინქრონიზაციის რემის სისტემა?
- Რით უნდა გავითვალისწინოთ სინქრონიზაციის რემის მასალის არჩევისას?
- Შეიძლება თუ არა სხვადასხვა ნაღავის პროფილების გაცვლა დაბალი მომენტის მქონე აპლიკაციებისთვის?