 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY

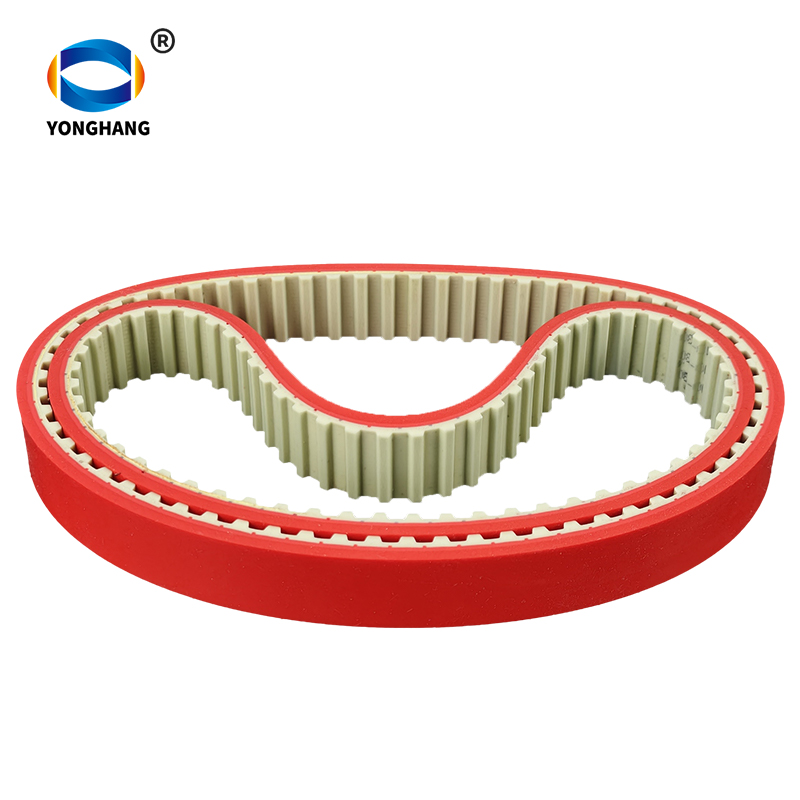


रिवर्स फॉर्मिंग प्रक्रिया वाली टाइमिंग बेल्ट जिस पर लाल सिलिकॉन कोटिंग की गई है
एक टाइमिंग बेल्ट जो एक रिवर्स फॉर्मिंग प्रक्रिया एक लाल सिलिकॉन कोटिंग उच्च-घर्षण, उच्च-तापमान और क्षरण-प्रतिरोधी अनुप्रयोगों के लिए डिज़ाइन किए गए एक अत्यधिक विशिष्ट, निर्बाध घटक का प्रतिनिधित्व करती है।
पारंपरिक बहु-परत बेल्ट्स के विपरीत, जो द्वितीयक गोंद/चिपकाने वाले पदार्थ पर निर्भर करते हैं—जो उच्च तनाव के तहत विलगित हो सकते हैं—उलटे आकार देने की प्रक्रिया कोटिंग को आधार बेल्ट संरचना के साथ सीधे एकीकृत करती है, जिससे एक अटूट भौतिक बंधन बनता है।
- परिचय
परिचय
उलटा फॉर्मिंग किनारा
पारंपरिक कोटिंग विधियाँ एक पके हुए टाइमिंग बेल्ट के पीछे के भाग को काटती या पीसती हैं और चिपकाने के लिए एडहेसिव का उपयोग करके ऊपर से सिलिकॉन की एक परत चिपका देती हैं। यह रिवर्स फॉर्मिंग प्रक्रिया इस क्रम को उलट देता है। तरल या आंशिक रूप से पके हुए सिलिकॉन को सीधे पॉलीयूरेथेन (PU) या रबर के आधार मिश्रण पर मोल्ड किया जाता है और ऊष्मा-वल्कनीकृत किया जाता है के दौरान प्राथमिक एक्सट्रूज़न या मोल्डिंग।
परिणाम: आधार सामग्री और लाल सिलिकॉन बैकिंग रासायनिक रूप से एकल, संगठित इकाई के रूप में बंध जाती हैं।
लाभ: शून्य डिलैमिनेशन जोखिम , यहाँ तक कि तंग आइडलर पुली के ऊपर चलने या उच्च अपरूपण बलों का सामना करने पर भी।
2. उच्च-प्रदर्शन लाल सिलिकॉन गुण
लाल सिलिकॉन शीर्ष परत का चयन विशेष रूप से मांग वाले यांत्रिक वातावरण के लिए किया गया है:
उच्च घर्षण / मजबूत पकड़: नरम, उच्च घर्षण गुणांक वाली सतह फिसलने या खरोंचे बिना नाजुक या चिकने उत्पादों (जैसे प्लास्टिक की फिल्में, कांच या चमकदार पैकेजिंग) को सुरक्षित रूप से पकड़ती है।
तापमान सहनशीलता: व्यापक तापीय सीमा में स्थिर भौतिक गुणों को बनाए रखता है, आमतौर पर -50°C से 200°C+ तक , जिससे यह ऊष्मा-सीलिंग लाइनों के लिए उत्कृष्ट है।
लचीलापन और स्मृति: संपीड़न सेट के प्रतिरोधी है; यह उत्पादों को अवशोषित करने के लिए संपीड़ित होता है और स्थायी विरूपण के बिना तुरंत पूर्व स्थिति में वापस आ जाता है।
द्वितीयक प्रसंस्करण क्षमताएँ
चूंकि इन बेल्ट्स का उपयोग अक्सर सटीक स्थिति निर्धारण और वैक्यूम परिवहन के लिए किया जाता है, अतः एकीकृत संरचना भारी CNC मशीनिंग को आसानी से संभालती है:
वैक्यूम छिद्र और सिंक्स: साफ-कट छिद्रित छिद्र और डाउन-सिंक किए गए स्लॉट उच्च-अवशोषण वायु प्रवाह की अनुमति देते हैं, बिना सिलिकॉन के किनारे को आधार बेल्ट से अलग किए बिना।
कस्टम सतह खांचे: लंबवत, अनुप्रस्थ, या हेरिंगबोन खांचे लाल सिलिकॉन में मशीन द्वारा काटे जा सकते हैं ताकि मलबे को बाईपास किया जा सके, वायु को चैनल किया जा सके, या विशिष्ट उत्पाद प्रोफाइल के अनुकूल बनाया जा सके।
तकनीकी विनिर्देश:
| शीर्ष सामग्री: | सिलिकोन |
| शीर्ष लेपन का रंग: | लाल |
| लेपन की मोटाई: | 1-7 मिमी |
| आधार बेल्ट सामग्री: | पीयू |
| आधार बेल्ट लेपन का रंग: | सफेद / लाल |
| कठोरता: | 40-60ShA |
| ऊष्मा प्रतिरोधी: | 200-220° |
प्रमुख उद्योग अनुप्रयोग
1. ऊर्ध्वाधर फॉर्म-फिल-सील (VFFS) पैकेजिंग
इस सटीक विनिर्देश का सबसे आम अनुप्रयोग एक (फिल्म खींचने की बेल्ट / ड्रॉ डाउन बेल्ट) ऊर्ध्वाधर पैकेजिंग मशीनरी पर होता है। उच्च-घर्षण वाली लाल सिलिकॉन बेल्ट प्लास्टिक पैकेजिंग फिल्म को फॉर्मिंग ट्यूब के विरुद्ध मज़बूती से पकड़ती है, और इसे सुग्म रूप से नीचे की ओर खींचती है ताकि इसे सील किया और काटा जा सके। इसका अविरत बंधन निरंतर घर्षण और समीपस्थ सीलिंग जॉ के तापीय विकिरण का प्रतिरोध करता है।
2. खाद्य एवं स्वच्छता विनिर्माण
सिलिकॉन सहज रूप से नॉन-टॉक्सिक और निष्क्रिय होता है। ये बेल्ट्स नापन, सैनिटरी नैपकिन या पैकेज किए गए खाद्य पदार्थों जैसी संवेदनशील, हल्की वस्तुओं को उच्च-गति वाली छँटाई और बॉक्सिंग लाइनों के माध्यम से प्रवाहित करने के लिए व्यापक रूप से उपयोग में लाए जाते हैं, जहाँ उत्पाद पर कोई निशान या खरोंच नहीं छोड़ी जानी चाहिए।
3. कांच एवं संवेदनशील सामग्री का हैंडलिंग
चमकदार कांच के पैनल, शीट मेटल या उपचारित लकड़ी को स्थानांतरित करने के लिए सूक्ष्म स्पर्श की आवश्यकता होती है। मोटी लाल सिलिकॉन परत का अवशोषण प्रभाव भंगुर सतहों की रक्षा करता है, जो कठोर अधोस्थित टाइमिंग बेल्ट दांतों और तन्य रस्सियों से होने वाले नुकसान से बचाता है।
उलटे आकारण के मानक चिपके हुए बेल्टों की तुलना में श्रेष्ठता क्यों है
तरल लाल सिलिकॉन को आधार यौगिक के साथ-साथ फॉर्मिंग मॉल्ड में सीधे लगाया जाता है। ऊष्मा और दाब के कारण बहुलकों का आणविक स्तर पर संबंधन होता है, जिसके बाद उनका परिपक्वन (क्यूरिंग) होता है।
बेल्ट एक अविभाजित, ठोस घटक के रूप में निकलता है। इसमें कोई सूक्ष्म अंतराल नहीं है, कोई चिपकाने वाली परत नहीं है जो सूख सके, और दांतों तथा पृष्ठभूमि के बीच कोई संरचनात्मक कमजोर बिंदु नहीं है।
चूंकि परतें अलग नहीं हो सकती हैं, वैक्यूम सक्शन के लिए सटीक सीएनसी ड्रिलिंग से तेज़-तरार, साफ़ कट के छेद बनते हैं। वैक्यूम जेब्स के चारों ओर सिलिकॉन के किनारे पूर्णतः समतल बने रहते हैं, जिससे उच्च सक्शन के तहत वायु रिसाव या फटने की रोकथाम होती है।







