 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY
टाइमिंग पुली और बेल्ट पिच संगतता को समझना
टाइमिंग पुली और बेल्ट पिच को मिलाने का महत्व
टाइमिंग पुली और बेल्ट पिच के बीच सही मिलान प्राप्त करना ऊर्जा को कुशलता से स्थानांतरित करने के लिए बहुत महत्वपूर्ण है। औद्योगिक ड्राइव सिस्टम की 2023 की रिपोर्ट के अनुसार, महज 0.1 मिमी का छोटा सा अंतर भार क्षमता को लगभग 30% तक कम कर सकता है। ऐसी अशुद्धि अक्सर घटकों के तेजी से घिसावट या आगे चलकर पूरी प्रणाली के खराब होने का कारण बनती है। लेकिन जब सब कुछ सही ढंग से संरेखित होता है, तो शाफ्ट बिना फिसले सुचारू रूप से एक साथ चलते हैं। इस सिंक्रनाइजेशन की सटीकता सीएनसी मशीनों और रोबोटिक असेंबली लाइनों जैसे उच्च परिशुद्धता वाले कार्य स्थलों में पूर्णतः महत्वपूर्ण हो जाती है, जहाँ गति में छोटी से छोटी भिन्नता सीधे उत्पादन फर्श पर दोषपूर्ण उत्पादों में बदल जाती है।
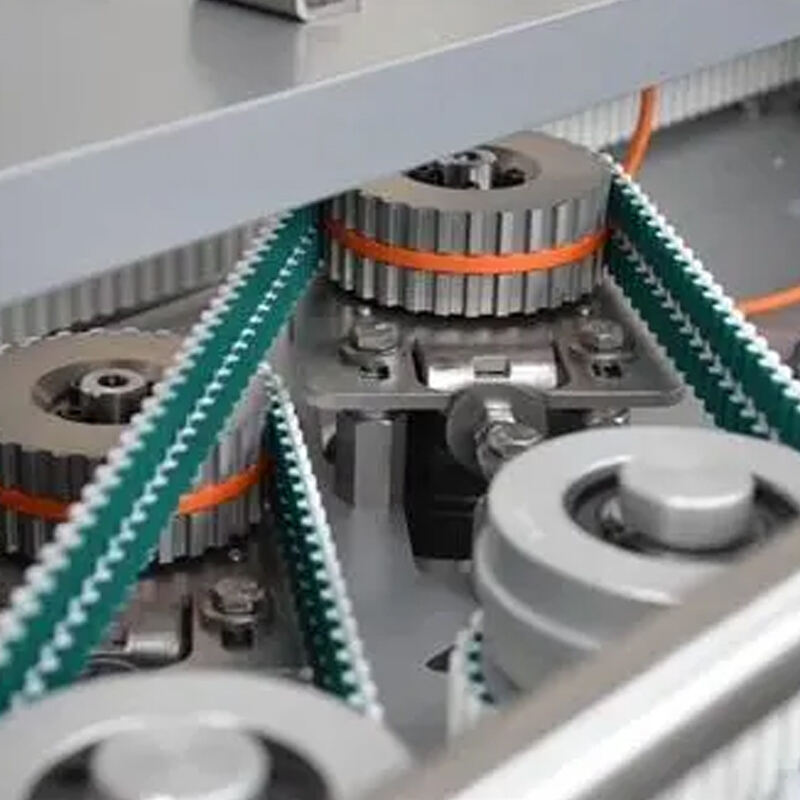
दांत संलग्नता कैसे सटीक गति संचरण सुनिश्चित करती है
अच्छा गति नियंत्रण प्राप्त करना वास्तव में उस बेल्ट के दांतों की पुली के साथ अच्छी तरह से जुड़ाव पर निर्भर करता है। जब प्रत्येक दांत अपने गड्ढे में ठीक से बैठता है, तो यह यांत्रिक तनाव को पूरे तंत्र में बहुत बेहतर तरीके से फैला देता है। यह 5,000 RPM से अधिक की गति पर चल रहे सेटअप के लिए बहुत महत्वपूर्ण है, जहाँ छोटी समस्याएँ भी बड़ी समस्याओं का कारण बन सकती हैं। यांत्रिक इंजीनियरों के अध्ययन दिखाते हैं कि उचित जुड़ाव वापसी (बैकलैश) को 0.5 आर्क-मिनट से कम तक ले जाता है, जो लेजर कटिंग ऑपरेशन और 3D प्रिंटिंग अनुप्रयोगों जैसे सटीक कार्यों के लिए बहुत बड़ा अंतर लाता है, जहाँ सटीकता सब कुछ होती है।
सामान्य पिच मानक: MXL, XL, L, T5, HTD, और क्रॉस-संगतता पर विचार
सबसे व्यापक रूप से उपयोग किए जाने वाले पिच मानक हैं:
| पिच | टूथ प्रोफाइल | सामान्य अनुप्रयोग | अधिकतम गति |
|---|---|---|---|
| MXL | समलंबाकार | छोटे रोबोटिक्स, प्रिंटर | 1,500 RPM |
| HTD | वक्र | औद्योगिक स्वचालन | 6,000 RPM |
HTD और STD जैसे प्रोफाइल के बीच संयुक्त उपयोग की सिफारिश आमतौर पर दबाव के कोण में अंतर के कारण नहीं की जाती है। हालांकि कुछ संशोधित डिज़ाइन कम टोक़ वाले सेटअप में सीमित आदान-प्रदान की अनुमति देते हैं, लेकिन निरंतर प्रदर्शन के लिए मिलान घटकों की आवश्यकता होती है।
अनुप्रयोग की गति और भार के आधार पर सही पिच का चयन करना
जब त्वरित रूप से त्वरित होने की आवश्यकता वाली सर्वो-संचालित प्रणालियों की बात आती है, तो L या XL प्रकार जैसे 2 से 5 मिमी के बीच छोटे बेल्ट पिच के साथ जाने से जड़ता समस्याओं को कम करने में वास्तव में मदद मिलती है। इसके विपरीत, बड़े औद्योगिक कन्वेयर सेटअप आमतौर पर HTD या T5 बेल्ट पर निर्भर करते हैं, जिनकी पिच लगभग 8 से लेकर 14 मिमी तक की होती है। 2024 में पावरट्रेन पर हुए हालिया अनुसंधान में एक दिलचस्प बात भी सामने आई। अध्ययन में संकेत दिया गया कि जब निर्माता अपनी विशिष्ट आवश्यकताओं के लिए सही बेल्ट पिच का चयन करने के लिए समय निकालते हैं, तो वे ऑफ-द-शेल्फ उपलब्ध मानक सेटअप का उपयोग करने की तुलना में कारों में 12% से लेकर लगभग 18% तक ऊर्जा दक्षता में वृद्धि कर सकते हैं।
सही बेल्ट लंबाई और केंद्र दूरी का निर्धारण करना
केंद्र दूरी और पिच व्यास के आधार पर बेल्ट लंबाई की गणना करना
विश्वसनीय टाइमिंग ड्राइव प्रदर्शन के लिए सटीक बेल्ट लंबाई गणना मौलिक है। मानक सूत्र केंद्र की दूरी (C) और पुली पिच व्यास (D1, D2) को संयोजित करता है:
| चर | विवरण | सूत्र घटक |
|---|---|---|
| ल | बेल्ट लंबाई | 2C + π(D1 + D2)/2 + (D1 - D2)²/(4C) |
| C | शाफ्ट केंद्र की दूरी | पुली केंद्रों के बीच मापी जाती है |
| D1/D2 | पिच व्यास | दांतों की संख्या × पिच |
मशीनी शक्ति संचरण दिशानिर्देशों में संदर्भित यह विधि ऑपरेशन के दौरान बेल्ट दांतों के 85–90% तक जुड़े रहने की सुनिश्चित करती है, जिससे तनाव वितरण इष्टतम रहता है।
निश्चित-केंद्र और समायोज्य पुली सेटअप के लिए मानक सूत्र
निश्चित-केंद्र प्रणालियों के लिए गणना के मूल्य से ±0.2% के भीतर बेल्ट लंबाई की आवश्यकता होती है। समायोज्य सेटअप के लिए 1–3% भिन्नता स्वीकार्य है, जबकि संचालन अखंडता बनी रहती है। डिजाइन प्रतिबंधों में शामिल हैं:
- न्यूनतम केंद्र दूरी = (D1 + D2)/2 + बेल्ट चौड़ाई का 15%
- अधिकतम केंद्र दूरी = 3 × (D1 + D2)/2
ये सीमाएं घटकों को अतिभारित किए बिना उचित तनाव बनाए रखने का समर्थन करती हैं।
उचित तनाव और संरेखण के लिए केंद्र दूरी को समायोजित करना
स्थापना के बाद 0.5–2 मिमी तक केंद्र दूरी को सूक्ष्म रूप से समायोजित करने से आदर्श बेल्ट तनाव प्राप्त होता है। महत्वपूर्ण संरेखण मापदंडों में शामिल हैं:
- शाफ्ट के बीच समानांतर त्रुटि < 0.5°
- अरीय रनआउट < 0.1 मिमी
- अक्षीय गलत संरेखण < बेल्ट चौड़ाई का 1%
उचित संरेखण किनारों पर भार को कम करता है और सेवा जीवन बढ़ाता है।
प्रणाली की दक्षता और घिसावट पर गलत बेल्ट लंबाई का प्रभाव
बेल्ट जो बहुत लंबे होते हैं, दांतों की संलग्नता को 18–22% तक कम कर देते हैं, जबकि छोटे आकार के बेल्ट दांतों पर अपरूपण तनाव को 35–40% तक बढ़ा देते हैं। दोनों स्थितियों के परिणामस्वरूप होता है:
- शक्ति संचरण दक्षता में 25–30% की हानि
- उच्च-टॉर्क वाले वातावरण में घर्षण दर दोगुनी
- पुलियों में असामयिक बेयरिंग विफलता
लंबाई के चयन में परिशुद्धता सीधे विश्वसनीयता और रखरखाव अंतराल को प्रभावित करती है।
सही टाइमिंग बेल्ट चौड़ाई और भार क्षमता का चयन करना
टॉर्क और भार आवश्यकताओं के अनुरूप बेल्ट चौड़ाई का मिलान करना
बेल्ट की चौड़ाई अधिकतम टॉर्क और अरीय भार की मांग के अनुरूप होनी चाहिए। छोटे आकार के बेल्ट जल्दी से खिंच जाते हैं; बड़े आकार के बेल्ट अनावश्यक जड़त्व और स्थान की आवश्यकता जोड़ते हैं। उदाहरण के लिए, 80–120 N·m पर संचालित औद्योगिक CNC मशीनों में आमतौर पर गतिशील भार के तहत परिशुद्धता बनाए रखने के लिए 25–50 मिमी चौड़ाई के बेल्ट का उपयोग किया जाता है।
उच्च-टॉर्क अनुप्रयोगों में चौड़े बेल्ट कैसे टिकाऊपन में सुधार करते हैं
25 मिमी और उससे अधिक के चौड़े बेल्ट, यांत्रिक तनाव को अधिक दांतों पर वितरित करते हैं, जिससे प्रत्येक दांत पर अपरूपण बल (शीयर फोर्स) कम हो जाता है। परीक्षणों से पता चलता है कि संकरे बेल्ट विकल्पों की तुलना में इन बलों में 18 से 22 प्रतिशत तक की कमी आ सकती है। रोबोटिक बाहों या भारी ड्यूटी कन्वेयर सिस्टम जैसे अनुप्रयोगों में, जहाँ अचानक टोक़ में लगभग 150% तक की वृद्धि सामान्य से अधिक हो जाती है, ये चौड़े बेल्ट बहुत बेहतर प्रदर्शन करते हैं। सामग्री के मामले में, पॉलियूरेथेन बेल्ट जिनमें स्टील के प्रबलित तार होते हैं, समान कठोर परिस्थितियों में सामान्य रबर बेल्ट की तुलना में वास्तव में 25 से 40 प्रतिशत अधिक भार सहन करते हैं। कई निर्माताओं ने पाया है कि इस अंतर का उनके संचालन पर वास्तविक प्रभाव पड़ता है।
संकरे बनाम चौड़े बेल्ट: औद्योगिक सेटिंग्स में प्रदर्शन के लाभ और नुकसान
- संकरे बेल्ट (≤15 मिमी) : 50 N·m से कम के भार के लिए उपयुक्त, सघन, उच्च-गति वाले सिस्टम (<3,000 RPM) के लिए आदर्श
- चौड़े बेल्ट (25–100 मिमी) : 100–1,000 N·m संचारित करने वाले प्रेस, एक्सट्रूडर और खनन उपकरणों में उपयोग किया जाता है
- हाइब्रिड डिज़ाइन (15–25 mm) : मध्यम टोक़ (50–200 N·m) और गति आवश्यकताओं का संतुलन
चयन में स्थान, जड़त्व और ड्यूटी चक्र सीमाओं को ध्यान में रखना चाहिए।
टाइमिंग बेल्ट चयन में सामग्री और प्रबलन कारक
सामग्री के चयन से टिकाऊपन और भार संभालने क्षमता पर महत्वपूर्ण प्रभाव पड़ता है। प्रमुख संयोजनों में शामिल हैं:
| आवेदन प्रकार | त्वरित और आसान स्थापना के लिए आदर्श सामग्री | अधिकतम लोड क्षमता |
|---|---|---|
| उच्च-टोक़ औद्योगिक | पॉलियूरेथेन + केवलर | 1,200 N·m |
| खाद्य प्रसंस्करण | तेल प्रतिरोधी रबर | 450 N·m |
| सटीक स्वचालन | निओप्रीन + फाइबरग्लास | 320 N·m |
| उच्च-तापमान | थर्मोप्लास्टिक इलास्टोमर | 680 N·m |
रासायनिक रूप से आक्रामक वातावरण में, स्टेनलेस स्टील के तन्य तारों वाली पॉलियूरेथेन बेल्ट नाइट्राइल आधारित विकल्पों की तुलना में तीन गुना अधिक अम्ल प्रतिरोध प्रदान करती हैं। बेल्ट प्रोफ़ाइल के अनुरूप पुली ग्रूव ज्यामिति की पुष्टि करें ताकि 0.05–0.2 mm के असंरेखण से बचा जा सके जो घिसावट को तेज करता है।
टाइमिंग पुली प्रणालियों की उचित स्थापना और रखरखाव
टाइमिंग बेल्ट और पुली की स्थापना के लिए सर्वोत्तम प्रथाएँ
शक्ति संचरण अध्ययनों के अनुसार, बेल्ट के सेवा जीवन का लगभग 90% स्थापना की गुणवत्ता पर निर्भर करता है। आवश्यक कदम इस प्रकार हैं:
- असेंबली से पहले पुली ग्रूव साफ करें
- लेजर उपकरण या सीधे किनारों का उपयोग करके संरेखण सत्यापित करें
- बेल्ट को ठीक स्थान पर बैठाते समय समान अक्षीय दबाव लागू करें—कभी भी लीवर का उपयोग न करें
- स्थापना के बाद सिस्टम को स्वचालित रूप से तीन पूर्ण चक्कर तक घुमाएं
इन प्रक्रियाओं का पालन करने से प्रारंभिक क्षति रोकी जाती है और समान भार वितरण को बढ़ावा मिलता है।
अधिकतम दक्षता और आयु के लिए पुली संरेखण सुनिश्चित करना
औद्योगिक सेटिंग्स में 0.5° से अधिक शाफ्ट असंरेखण बेल्ट जीवन को 47% तक कम कर देता है। मापने के लिए डायल सूचक का उपयोग करें:
- शाफ्ट सेंटरलाइन के बीच समानांतरता
- पुली फलकों का कोणीय संरेखण
- घूर्णन के दौरान ऊर्ध्वाधर और क्षैतिज ऑफसेट
थोड़ी सी भी असंरेखता दांतों के असमान क्षरण और बढ़ी हुई ध्वनि का कारण बनती है।
ध्वनि और क्षरण को कम करने के लिए तनाव समायोजन तकनीक
इष्टतम तनाव का अर्थ है स्पैन लंबाई के प्रति इंच 1/64" का झुकाव। सटीक मापन विधियां शामिल हैं:
- प्राकृतिक कंपन आवृत्ति का पता लगाने के लिए आवृत्ति मीटर
- ISO 4184 के अनुरूप बल विस्थापन गेज
- सटीकता-महत्वपूर्ण अनुप्रयोगों में स्वचालित टेंशनिंग प्रणाली
निरंतर टेंशनिंग से फिसलन, ऊष्मा निर्माण और शोर कम होता है।
अकाल मृत्यु को रोकने के लिए नियमित रखरखाव सुझाव
मासिक निरीक्षण से अनियोजित डाउनटाइम में 81% कमी आती है (2023 की स्थिति निगरानी अध्ययन)। अनुशंसित प्रथाएँ:
- प्रत्येक 500 संचालन घंटे के बाद दांतों के क्षरण पैटर्न को दर्ज करें
- पुली ग्रूव चौड़ाई विस्तार की निगरानी करें (यदि मूल से >3% अधिक चौड़ा हो तो बदल दें)
- V-रिंग सील का उपयोग करके दूषण रोकें
- बेल्ट पर तेल के प्रवास को रोकने के लिए बेयरिंग्स को सावधानीपूर्वक चिकनाई दें
महत्वपूर्ण प्रणालियों में उनके निर्धारित सेवा जीवन के 90% पर बेल्ट को बदल दें, और संगतता और प्रदर्शन स्थिरता सुनिश्चित करने के लिए हमेशा पुली और बेल्ट को मिलाकर सेट के रूप में बदलें।
अक्सर पूछे जाने वाले प्रश्न
टाइमिंग पुली और बेल्ट के संरेखण का इतना महत्व क्यों है?
उचित संरेखण महत्वपूर्ण है क्योंकि गलत संरेखण दांतों के असमान क्षरण, बढ़ी हुई आवाज और बेल्ट के जीवनकाल में काफी कमी का कारण बन सकता है, जिससे प्रणाली की दक्षता और प्रदर्शन प्रभावित हो सकता है।
टाइमिंग बेल्ट प्रणाली का निरीक्षण कितनी बार किया जाना चाहिए?
मासिक रूप से निरीक्षण करने की सिफारिश की जाती है, क्योंकि निरंतर निगरानी अनियोजित डाउनटाइम को काफी कम कर सकती है।
टाइमिंग बेल्ट सामग्री का चयन करते समय किन कारकों पर विचार किया जाना चाहिए?
मुख्य कारकों में अनुप्रयोग की टोक़ आवश्यकताएं, पर्यावरणीय स्थितियां (जैसे रसायनों के संपर्क में आना), और तापमान शामिल हैं, क्योंकि विभिन्न सामग्री पर्यावरणीय कारकों के प्रति टिकाऊपन और प्रतिरोध के अलग-अलग स्तर प्रदान करती हैं।
क्या कम टोक़ अनुप्रयोगों के लिए विभिन्न पिच प्रोफाइल को आपस में बदला जा सकता है?
यद्यपि यह संभव है, दांतों के कोणों और प्रोफाइल में अंतर के कारण समान घटकों के साथ ही लगातार प्रदर्शन की गारंटी दी जाती है।