 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY
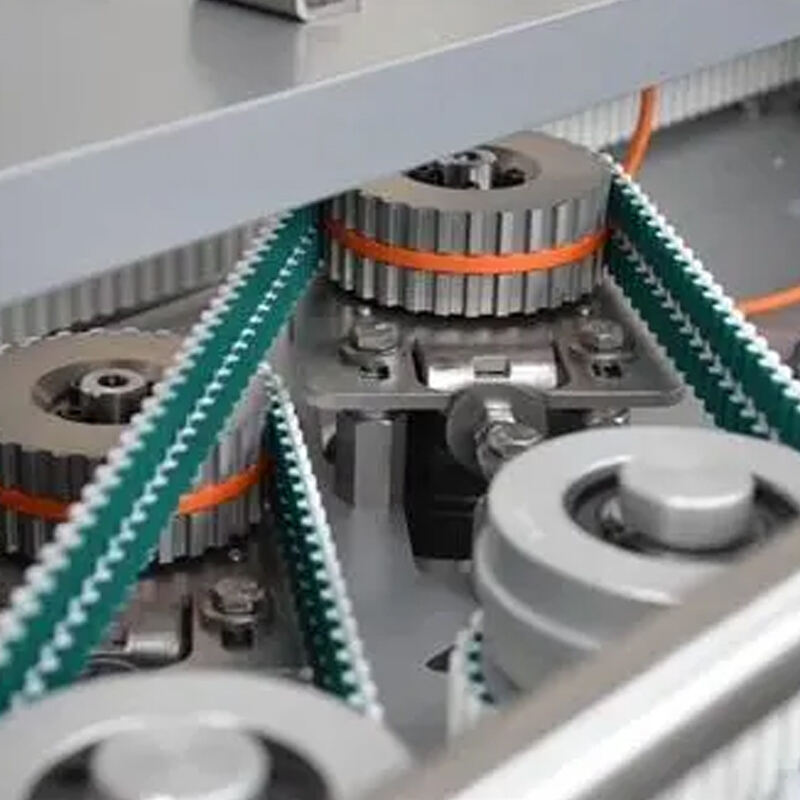
Zamanlama Kasnağı ve Kayış Adımı Uyumluluğunu Anlamak
Zamanlama kasnağı ve kayış adımı eşleştirmenin önemi
Zamanlama kasnakları ile kayış adımı arasındaki doğru eşleşmeyi bulmak, güç aktarımının verimli olması açısından büyük önem taşır. Endüstriyel Tahrik Sistemleri'nin 2023 raporuna göre, yalnızca 0,1 mm'lik küçük bir uyumsuzluk yük kapasitesini yaklaşık %30 oranında düşürebilir. Bu tür bir uyuşmazlık genellikle parçaların daha hızlı aşınmasına veya ileride sistemin tamamen arızalanmasına neden olur. Ancak her şey doğru şekilde hizalandığında, miller kaymadan düzgün bir şekilde birlikte hareket eder. Bu senkronizasyon, hareketteki küçük değişikliklerin doğrudan üretim hattında kusurlu ürünlere dönüştüğü CNC makineleri ve robotik montaj hatları gibi yüksek hassasiyet gerektiren çalışmalarda kesinlikle kritik hale gelir.
Diş teması nasıl hassas hareket iletimini sağlar
İyi bir hareket kontrolü elde etmek, kayış dişlerinin kasnağa ne kadar iyi oturduğuna bağlıdır. Her diş doğru şekilde oluğa oturduğunda, mekanik stres sistemin geneline çok daha iyi dağılır. Bu özellikle 5.000 RPM'nin üzerinde çalışan sistemler için büyük önem taşır çünkü küçük sorunlar bile büyük problemlere yol açabilir. Makine mühendislerinin yaptığı çalışmalara göre, doğru oturma boşluğu 0,5 yay-dakikasının altına düşürür ve bu da lazer kesim işlemleri ile doğruluk her şey olan 3D yazıcı uygulamaları gibi hassas işler için büyük fark yaratır.
Yaygın adım standartları: MXL, XL, L, T5, HTD ve karşılıklı uyumluluk hususları
En yaygın kullanılan adım standartları şunlardır:
| Sunum | Diş profili | Genel Uygulamalar | Maksimum hız |
|---|---|---|---|
| MXL | Yamuk Kesit | Küçük robotlar, yazıcılar | 1.500 RPM |
| HTD | Eğri | Endüstriyel otomasyon | 6.000 RPM |
Basınç açılarındaki farklılıklar nedeniyle HTD ve STD gibi profiller arasında çapraz kullanım genellikle önerilmez. Bazı değiştirilmiş tasarımlar düşük torklu sistemlerde sınırlı değiş tokuşa izin verse de, tutarlı performans eşleşen bileşenler gerektirir.
Uygulama hızına ve yüke göre doğru adım seçimi
Hızla ivmelenmesi gereken servo sürülü sistemler söz konusu olduğunda, L veya XL tipleri gibi 2 ile 5 mm arasında küçük kayış adımları kullanmak atalet sorunlarını azaltmada gerçekten yardımcı olur. Buna karşılık, büyük endüstriyel taşıyıcı sistemleri genellikle 8 ila yaklaşık 14 mm aralığında daha büyük adımlara sahip HTD veya T5 kayışlara güvenir. 2024 yılında yapılan güç aktarma sistemi araştırmaları ayrıca ilginç bir şey ortaya koymuştur. Yapılan çalışma, üreticilerin belirli ihtiyaçları için doğru kayış adımını seçmeye zaman ayırdıklarında, sadece raflardan standart olarak alınan kurulumları kullanmaya kıyasla araçlarda enerji verimliliğini %12 ila neredeyse %18'e varan oranlarda artırabileceklerini göstermiştir.
Doğru Kayış Uzunluğu ve Merkez Mesafesinin Belirlenmesi
Merkez mesafesi ve adım çapına göre kayış uzunluğunun hesaplanması
Doğru kayış uzunluğunun hesaplanması, güvenilir zamanlama tahrik performansı için temeldir. Standart formül, eksen mesafesini (C) ve kasnak adımlı çaplarını (D1, D2) birleştirir:
| Değişken | Açıklama | Formül Bileşeni |
|---|---|---|
| L | Kayış uzunluğu | 2C + π(D1 + D2)/2 + (D1 - D2)²/(4C) |
| C | Miller arası merkez mesafesi | Kasnak merkezleri arasında ölçülür |
| D1/D2 | Adımlı çaplar | Diş sayısı × adım |
Mekanik güç iletim rehberlerinde referans alınan bu yöntem, optimal gerilme dağılımı için yük altında kayış dişlerinin %85–90'ının devreye girmesini sağlar.
Sabit merkezli ve ayarlanabilir kasnak düzenlemeleri için standart formüller
Sabit merkezli sistemler, hesaplanan değerin ±%0,2'si içinde kayış uzunlukları gerektirir. Ayarlanabilir düzenlemeler için %1-3'lük bir sapma, işlevsel bütünlük korunarak kabul edilebilir. Tasarım sınırlamaları şunları içerir:
- Minimum eksen mesafesi = (D1 + D2)/2 + Kayış genişliğinin %15'i
- Maksimum eksen mesafesi = 3 × (D1 + D2)/2
Bu aralıklar, bileşenlere aşırı yük bindirmeden uygun gerginliğin sağlanması destekler.
Uygun gerginlik ve hizalama için eksen mesafesinin ayarlanması
Kurulumdan sonra eksen mesafesinin 0,5–2 mm aralığında hassas ayarı, optimal kayış gerginliği sağlar. Kritik hizalama parametreleri şunlardır:
- Miller arasında paralellik hatası < 0,5°
- Radyal salınım < 0,1 mm
- Eksenel hizalama hatası < Kayış genişliğinin %1'i
Doğru hizalama, kenar yüklenmesini en aza indirir ve kullanım ömrünü uzatır.
Sistem verimliliği ve aşınma üzerinde yanlış kayış uzunluğunun etkisi
Çok uzun kayışlar diş temasını %18–22 oranında azaltırken, boyutu küçük olan kayışlar dişler üzerindeki kesme gerilimini %35–40 artırır. Her iki durumda şu sonuçlara neden olur:
- %25–30 güç iletim verimliliğinde kayıp
- Yüksek torklu ortamlarda aşınma oranının iki katı
- Kasnaklarda erken rulman arızası
Uzunluk seçiminde hassasiyet doğrudan güvenilirliği ve bakım aralıklarını etkiler.
Doğru Triger Kayışı Genişliğini ve Yük Kapasitesini Seçmek
Kayış Genişliğinin Tork ve Yük Gereksinimlerine Uydurulması
Kayış genişliği, en yüksek tork ve radyal yük talepleriyle uyumlu olmalıdır. Boyutu küçük kayışlar erken uzar; boyutu büyük olanlar ise gereksiz atalet ve yer gereksinimi ekler. Örneğin, 80–120 N·m aralığında çalışan endüstriyel CNC makineleri, dinamik yükler altında doğruluğu korumak için genellikle 25–50 mm genişliğinde kayışlar kullanır.
Daha Geniş Kayışların Yüksek Tork Uygulamalarda Dayanıklılığı Nasıl Artırdığı
25 mm ve üzeri daha geniş kayışlar, mekanik stresi daha fazla dişe yayarak her bir dişin maruz kaldığı kesme kuvvetini azaltır. Testler, dar kayış seçeneklerine kıyasla bu kuvvetlerin yaklaşık %18 ila %22 oranında azaltılabileceğini göstermektedir. Robotik kollar veya ani tork artışlarının normalin yaklaşık %150'nü aştığı ağır hizmet tipi konveyör sistemleri gibi uygulamalarda bu daha geniş kayışlar çok daha iyi performans gösterir. Malzemeler açısından bakıldığında, içlerinde çelik takviye halatları bulunan poliüretan kayışlar, benzer zorlu durumlarda normal kauçuk kayışlara göre yaklaşık %25 ila %40 daha fazla yük kaldırabilmektedir. Birçok üretici, bu farkın operasyonlarında gerçek bir etki yarattığını tespit etmiştir.
İnce ve Geniş Kayışlar: Endüstriyel Ortamlarda Performans Karşılaştırması
- İnce kayışlar (≤15 mm) : Kompakt, yüksek hızlı sistemler için idealdir (<3.000 RPM), ancak 50 N·m altındaki yüklerle sınırlıdır
- Geniş kayışlar (25–100 mm) : 100–1.000 N·m ileten presler, ekstrüderler ve maden ekipmanlarında kullanılır
- Hibrit tasarımlar (15–25 mm) : Orta düzey tork (50–200 N·m) ve hız gereksinimlerini dengeler
Seçim, boşluk, atalet ve çalışma döngüsü sınırlamalarını yansıtmalıdır.
Zamanlama Kayışı Seçiminde Malzeme ve Takviye Faktörleri
Malzeme seçimi, dayanıklılık ve yük taşıma üzerinde önemli ölçüde etkilidir. Temel eşleşmeler şunları içerir:
| Uygulama Türü | Ideal malzeme | Maksimum Yük Kapasitesi |
|---|---|---|
| Yüksek torklu endüstriyel | Poliüretan + Kevlar | 1.200 N·m |
| Gıda İşleme | Yağa dayanıklı kauçuk | 450 N·m |
| Hassas Otomasyon | Neopren + cam elyaf | 320 N·m |
| Yüksek sıcaklık | Termoplastik Elastomer | 680 N·m |
Kimyasal olarak agresif ortamlarda, paslanmaz çelik çekirdekli poliüretan kayışlar nitril bazlı alternatiflere göre üç kat daha fazla asit direnci sağlar. Kayış profiliyle uyumlu olacak şekilde kasnak kanal geometrisinin doğruluğunu her zaman doğrulayın; bu, aşınmayı hızlandıran 0,05–0,2 mm'lik hizalama hatalarını önler.
Zamanlama Kasnak Sistemlerinin Doğru Kurulumu ve Bakımı
Zamanlama kayışı ve kasnaklarının kurulumu için en iyi uygulamalar
Güç aktarım sistemleri araştırmalarına göre, bir kayışın kullanım ömrünün yaklaşık %90'ı kurulum kalitesine bağlıdır. Temel adımlar şunlardır:
- Montajdan önce kasnak kanallarını temizleyin
- Lazerli cihazlar veya cetvel kullanarak hizalamayı doğrulayın
- Kayışı oturturken eşit eksenel basınç uygulayın—asla kaldıraç kullanmayın
- Kurulum sonrası sistemi elle tam üç devir yaptırarak çalıştırın
Bu prosedürleri takip etmek, başlangıçtaki hasarı önler ve eşit yük paylaşımını sağlar.
Maksimum verimlilik ve ömür için kasnak hizalamasının sağlanması
0,5°'i aşan şaft hizasızlığı endüstriyel ortamlarda kayış ömrünü %47 oranında kısaltır. Ölçüm yapmak için saat tipi göstergeler kullanın:
- Şaft eksen hatlarının paralelliği
- Kasnak yüzeylerinin açısal hizalanması
- Dönme boyunca dikey ve yatay sapma
Hafif hizalama bozuklukları bile dişlerde düzensiz aşınmaya ve gürültünün artmasına neden olur.
Gürültüyü ve aşınmayı azaltmak için gerilim ayarlama teknikleri
Optimal gerilim, açıklık uzunluğunun her bir inçi başına 1/64" sapmaya karşılık gelir. Doğru ölçüm yöntemleri şunları içerir:
- Doğal titreşim frekansını tespit etmek için frekans ölçerler
- ISO 4184'e uyumlu kuvvet sehim ölçerler
- Hassasiyetin kritik olduğu uygulamalarda otomatik gerdirme sistemleri
Sabit gerdirme, kaymayı, ısı birikimini ve gürültüyü azaltır.
Erken arıza riskini önlemek için rutin bakım önerileri
Aylık muayeneler planlanmamış durma süresini %81 oranında azaltır (2023 durum izleme çalışması). Önerilen uygulamalar:
- Her 500 çalışma saatinde diş aşınma desenlerini kaydedin
- Kasnak oluk genişliğinin artmasını izleyin (orijinalinden %3'ten fazla genişse değiştirin)
- V-halka contalar kullanarak kirlenmeyi önleyin
- Yağın kayışlara geçmesini engellemek için rulmanları dikkatli şekilde yağlayın
Kritik sistemlerde kayışları ömürlerinin %90'ında değiştirin ve her zaman kayışlarla birlikte kasnakları da eşleştirerek değiştirin; böylece uyumluluk ve performans tutarlılığı sağlanır.
SSS
Zamanlama kasnakları ve kayışlarının hizalanması neden bu kadar önemlidir?
Yanlış hizalama, dişlerde düzensiz aşınmaya, artan gürültüye ve kayışın kullanım ömrünün önemli ölçüde kısalmasına neden olabilir; bu da sistemin verimliliğini ve performansını olumsuz etkileyebilir. Bu nedenle doğru hizalama çok önemlidir.
Zamanlama kayışı sistemleri ne sıklıkla kontrol edilmelidir?
Aylık aralıklarla muayene yapılması önerilir çünkü düzenli izleme, plansız duruş sürelerini önemli ölçüde azaltabilir.
Bir zamanlama kayışı malzemesi seçilirken hangi faktörler dikkate alınmalıdır?
Temel faktörler arasında uygulamanın tork gereksinimleri, çevresel koşullar (kimyasallara maruziyet gibi) ve sıcaklık yer alır çünkü farklı malzemeler dayanıklılık ve çevresel etkenlere karşı direnç açısından değişik seviyeler sunar.
Düşük tork uygulamaları için farklı adımlı profiller birbirinin yerine kullanılabilir mi?
Mümkün olsa da, basınç açıları ve diş profillerindeki farklılıklar nedeniyle tutarlı performans yalnızca eşleşen bileşenlerle garanti altındadır.
İçindekiler Tablosu
- Zamanlama Kasnağı ve Kayış Adımı Uyumluluğunu Anlamak
- Doğru Kayış Uzunluğu ve Merkez Mesafesinin Belirlenmesi
- Doğru Triger Kayışı Genişliğini ve Yük Kapasitesini Seçmek
- Zamanlama Kasnak Sistemlerinin Doğru Kurulumu ve Bakımı
-
SSS
- Zamanlama kasnakları ve kayışlarının hizalanması neden bu kadar önemlidir?
- Zamanlama kayışı sistemleri ne sıklıkla kontrol edilmelidir?
- Bir zamanlama kayışı malzemesi seçilirken hangi faktörler dikkate alınmalıdır?
- Düşük tork uygulamaları için farklı adımlı profiller birbirinin yerine kullanılabilir mi?