 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY
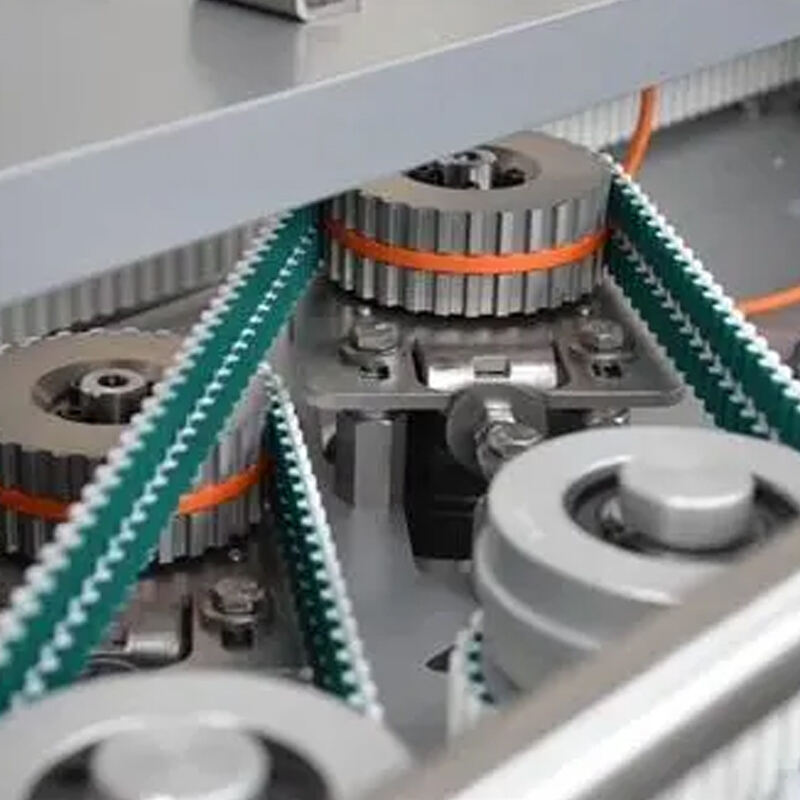
Forstå kompatibilitet mellom tannskive og båndsteg
Betydningen av å matche tannskive og båndsteg
Å få riktig samsvar mellom tannskiver og belteteppe er svært viktig for effektiv kraftoverføring. Allerede en minimal feil på bare 0,1 mm kan redusere belastningskapasiteten med omtrent 30 %, ifølge nyere funn fra Industrial Drive Systems i deres rapport fra 2023. Slike avvik fører ofte til raskere slitasje på deler eller fullstendig systemfeil senere i bruk. Når alt er riktig justert derimot, beveger akslene seg jevnt og uten glidning. Denne synkroniseringen er helt avgjørende i høypresisjonsmiljøer som CNC-maskiner og robotiserte monteringslinjer, der selv små bevegelsesvariasjoner direkte resulterer i defekte produkter på produksjonslinjen.
Hvordan tanninngrep sikrer nøyaktig bevegelsesoverføring
Å oppnå god bevegelseskontroll handler egentlig om hvor godt tennene på remmen griper inn i skiven. Når hvert tenner sitter riktig i sin spor, spres den mekaniske belastningen mye bedre over hele systemet. Dette er svært viktig for oppsett som kjører med hastigheter over 5 000 omdreininger per minutt, der selv små feil kan føre til store problemer. Studier fra maskiningeniører viser at riktig inngrep reduserer slakhet under 0,5 bueminutter, noe som betyr mye for presisjonsarbeid som laser-skjæring og 3D-utskriftsapplikasjoner der nøyaktighet er alt.
Vanlige trinnstandarder: MXL, XL, L, T5, HTD og hensyn til tverrkompabilitet
De mest brukte trinnstandardene er:
| Avstand | Tannprofil | Vanlege applikasjonar | Maks hastighet |
|---|---|---|---|
| MXL | Trapezformet | Små roboter, skrivere | 1 500 omdreininger per minutt |
| HTD | Buet | Industriell automatisering | 6 000 omdreininger per minutt |
Kryssbruk mellom profiler som HTD og STD anbefales generelt ikke på grunn av forskjeller i trykkvinkler. Selv om noen modifiserte design tillater begrenset utveksling i lavt-torsjonsoppsett, krever stabil ytelse komponenter som passer sammen.
Valg av riktig tannavstand basert på hastighet og belastning
Når det gjelder servodrevne systemer som må akselerere raskt, hjelper det mye å bruke smalere beltetannavstander mellom 2 og 5 mm, som L- eller XL-typer, da dette reduserer treghetsproblemer. I motsetning til dette, bruker store industrielle transportbånd vanligvis HTD- eller T5-bånd med større tannavstander fra omtrent 8 opp til 14 mm. Nyere forskning innen drivlinjer fra 2024 viste også noe interessant. Studien indikerte at når produsenter tar seg tid til å velge riktig båndtannavstand for sine spesifikke behov, kan de forbedre energieffektiviteten med alt fra 12 % opp til nesten 18 % i biler, sammenlignet med å bare bruke standardløsninger som er tilgjengelig fra hylle.
Bestemme riktig båndlengde og akselavstand
Beregning av båndlengde basert på akselavstand og tannhjulsdiameter
Nøyaktig beregning av beltelengde er grunnleggende for pålitelig ytelse i tidsstyrte drivsystemer. Den vanlige formelen kombinerer avstanden mellom aksler (C) og pulenes pitch-diametre (D1, D2):
| Variabel | Beskrivelse | Formelkomponent |
|---|---|---|
| L | Belte lengde | 2C + π(D1 + D2)/2 + (D1 - D2)²/(4C) |
| C | Avstand mellom aksler | Målt mellom pulesentra |
| D1/D2 | Pitch-diametre | Antall tenner × pitch |
Denne metoden, referert i retningslinjer for mekanisk kraftoverføring, sikrer at 85–90 % av belte-tennene forblir engasjert under belastning for optimal spredning av belastning.
Standardformler for oppsett med faste og justerbare puler
Fastmonterte systemer krever beltelengder innenfor ±0,2 % av den beregnede verdien. For justerbare oppsett er en avvik på 1–3 % akseptabel så lenge driftsintegriteten opprettholdes. Konstruksjonsbegrensninger inkluderer:
- Minimumsavstand mellom senter = (D1 + D2)/2 + 15 % av beltebredden
- Maksimal avstand mellom senter = 3 × (D1 + D2)/2
Disse områdene støtter korrekt spenning uten overbelastning av komponenter.
Justering av avstand mellom senter for riktig spenning og justering
Finjustering av avstanden mellom senter med 0,5–2 mm etter montering gir optimal beltspenning. Viktige justeringsparametere inkluderer:
- Parallellfeil < 0,5° mellom aksler
- Radiell luftspill < 0,1 mm
- Aksial feiljustering < 1 % av beltebredden
Korrekt justering minimerer kantbelastning og forlenger levetiden.
Konsekvenser av feil beltelengde for systemets effektivitet og slitasje
Belter som er for lange reduserer tenngrep med 18–22 %, mens for korte belter øker skjærspenningen i tennene med 35–40 %. Begge tilstander fører til:
- 25–30 % tap i effektoverføringseffektivitet
- Dobbel slitasjerate i høymomentmiljøer
- Tidlig lagerfeil i remskiver
Nøyaktighet i lengdevalg påvirker direkte pålitelighet og vedlikeholdssykluser.
Valg av riktig tannremstype og lastekapasitet
Tilpasning av remsbredde til moment- og lastkrav
Remsbredde må samsvar med maksimalt moment og radielle lastkrav. For smale belter oppstår overstrekk for tidlig; for brede varianter legger til unødvendig treghet og større plassbehov. For eksempel bruker industrielle CNC-maskiner med driftsmoment på 80–120 N·m typisk remmer med bredde på 25–50 mm for å opprettholde nøyaktighet under dynamiske laster.
Hvordan bredere belter øker holdbarheten i applikasjoner med høyt moment
Brede belter, rundt 25 mm og oppover, fordeler mekanisk spenning over flere tenner, noe som reduserer skjærkraften hver tann utsettes for. Tester viser at dette kan redusere kraften med mellom 18 og 22 prosent sammenlignet med smalere beltetyper. For applikasjoner som robotarmer eller tungduttede transportbånd der plutselige dreiemomentsøk ofte overstiger normale verdier med omtrent 150 %, presterer disse brede belter mye bedre. Når det gjelder materialer, klarer polyuretanbelter med stålforkjer rundt 25 til 40 prosent mer belastning enn vanlige gummibelter i lignende krevende situasjoner. Mange produsenter har funnet at denne forskjellen har en reell innvirkning på driften.
Smale versus brede belter: Ytelses-kompromisser i industrielle miljøer
- Smale belter (≤15 mm) : Ideelle for kompakte, høyhastighets-systemer (<3 000 omdr./min) men begrenset til laster under 50 N·m
- Brede belter (25–100 mm) : Brukes i presser, ekstrudere og utstyr for gruvedrift som overfører 100–1 000 N·m
- Hybridkonstruksjoner (15–25 mm) : Balanserer moderat dreiemoment (50–200 N·m) og hastighetskrav
Valg bør reflektere begrensninger knyttet til plass, treghet og driftssyklus.
Material- og forsterkningsfaktorer ved valg av tannrem
Valg av materiale påvirker varighet og belastningsevne betydelig. Viktige kombinasjoner inkluderer:
| Anvendings Type | Ideelt materiale | Maks. lastekapasitet |
|---|---|---|
| Høy-dreiemoments industriell | Polyuretan + Kevlar | 1 200 N·m |
| Matforedling | Oljebestandig gummi | 450 N·m |
| Presisjonsautomatisering | Neopren + glassfiber | 320 N·m |
| Høytemperatur | Termoplastisk elastomer | 680 N·m |
I kjemisk aggressive miljø gir polyuretanremmer med stålbuntnøkler opptil tre ganger bedre syreresisistens enn alternativer basert på nitril. Alltid bekreft at remskivens gropgeometri samsvarer med remprofiler for å unngå feiljusteringer på 0,05–0,2 mm som øker slitasjen.
Riktig installasjon og vedlikehold av tannremssystemer
Beste praksis for montering av tannremmer og remskiver
Installasjonskvalitet bestemmer nesten 90 % av en rems levetid, ifølge studier innen kraftoverføring. Viktige trinn inkluderer:
- Rengjør remskivegropene før montering
- Sjekk justering med laserinstrumenter eller rette kanter
- Bruk jevnt aksialt trykk når du setter remmen – ikke bruk spaker
- Dreier systemet manuelt gjennom tre fulle omdreininger etter installasjon
Ved å følge disse prosedyrene unngår man initial skade og sikrer jevn lastfordeling.
Sikre remskivejustering for maksimal effektivitet og levetid
Akselmisjustering utover 0,5° forkorter remlevetiden med 47 % i industrielle anlegg. Bruk klokkeinstrument til måling:
- Parallelitet mellom akselmidtlinjer
- Vinkelmessig justering av remskiveflater
- Vertikal og horisontal forskyvning over rotasjonen
Selv små misjusteringer fører til ujevn tannslitasje og økt støy.
Metoder for spenningsjustering for å redusere støy og slitasje
Optimal spenning tilsvarer en nedbøyning på 1/64 tomme per tomme rekkevidde. Nøyaktige målemetoder inkluderer:
- Frekvensmålere for å registrere naturlig svingefrekvens
- Kraftsbøygingsmålarar som samsvarar med ISO 4184
- Automatiserte spenningssystem i forenklingskritiske applikasjonar
Ved konstant spenning minkar det avskjøler, varmeoppbygging og støy.
Rutinemessig vedlikehald til å forhindra for tidlig feil
Månadlege inspeksjonar reduserer uplanlagde nedetid med 81% (tilstandsovervakingsstudie 2023). Rekommende praksis:
- Registrer tannpleie mønster kvart 500 timar
- Overvaking av bredden på rillerulle (skift ut om > 3% breiare enn originalen)
- Forhindra forurensing ved hjelp av V-ringeseglar
- Smørleggjare skal leggjast nøye for å unngå oljeflytting til beltane
Bjelta skal byttes ut ved 90% av den nominale levetida i kritisk system, og alltid bytte ut rulle og belte som eit matchande sett for å sikre kompatibilitet og sameinande ytelse.
Ofte stilte spørsmål
Hvorfor er justering av tidsinnstillingspuljer og belter så viktig?
Riktig justering er avgjørende fordi feiljustering kan føre til uregelmessig tannslitasje, økt støy og betydelig redusert levetid for beltet, noe som potensielt kan påvirke systemets effektivitet og ytelse.
Hvor ofte bør tidsinnstillingsbeltsystemer inspiseres?
Det anbefales å gjennomføre inspeksjoner månedlig, da konsekvent overvåking kan redusere uplanlagt nedetid betraktelig.
Hvilke faktorer bør tas i betraktning når man velger materiale til et tidsinnstillingsbelte?
Nøkkelfaktorer inkluderer dreiemomentkravene til applikasjonen, miljøforhold (som eksponering for kjemikalier) og temperatur, ettersom ulike materialer tilbyr varierende nivåer av holdbarhet og motstand mot miljøpåvirkninger.
Kan ulike tannprofiler byttes ut i lavt-dreiemomentsapplikasjoner?
Selv om det er mulig, er konsekvent ytelse kun garantert med matchede komponenter på grunn av forskjeller i trykkvinkler og tannprofiler.