 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY
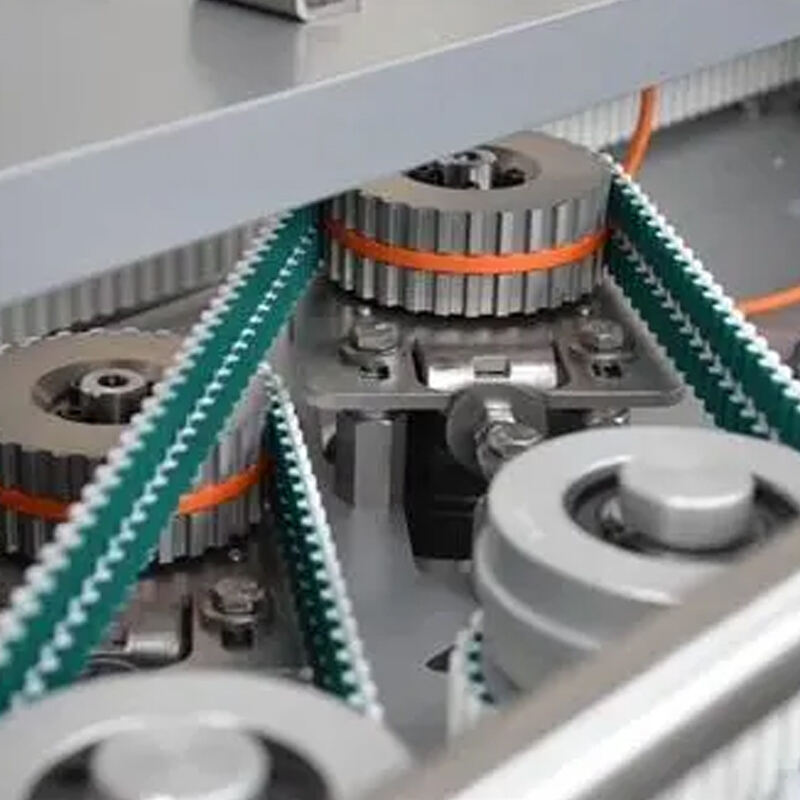
टाइमिंग पुली आणि बेल्ट पिच सुसंगततेचे महत्त्व
टाइमिंग पुली आणि बेल्ट पिच जुळवण्याचे महत्त्व
कार्यक्षमतेने पॉवर हस्तांतरित करण्यासाठी टाइमिंग पुली आणि बेल्ट पिच यांच्यातील योग्य जुळणी महत्त्वाची असते. इंडस्ट्रियल ड्राइव्ह सिस्टम्सच्या 2023 च्या अहवालातील अलीकडील शोधानुसार, फक्त 0.1 मिमी ची लहानशी विसंगतीही लोड क्षमता सुमारे 30% ने कमी करू शकते. अशा प्रकारच्या विसंगतीमुळे भागांचा लवकर दुरुस्तीचा खर्च येतो किंवा नंतर पूर्ण प्रणाली कोलमडून पडते. परंतु जेव्हा सर्व काही योग्यरित्या जुळते, तेव्हा शाफ्ट सरपटण्याशिवाय गुळगुळीतपणे एकत्र हलतात. सीएनसी मशीन्स आणि रोबोटिक असेंब्ली लाइन्स सारख्या उच्च अचूकतेच्या कामाच्या वातावरणात ही समलयीत हालचाल अत्यंत महत्त्वाची ठरते, जिथे हालचालीतील लहानशी विचलने थेट उत्पादन फरशीवर दोषयुक्त उत्पादनांमध्ये बदलतात.
दातांची जुळणी अचूक हालचालीचे प्रसारण कसे सुनिश्चित करते
चांगले मोशन नियंत्रण मिळवणे खरोखर पट्ट्याच्या दातांच्या पुलीसोबत कशी योग्य जुळवणूक होते यावर अवलंबून असते. जेव्हा प्रत्येक दात आपल्या ओलांडीत योग्य पद्धतीने बसतो, तेव्हा ते संपूर्ण प्रणालीमध्ये यांत्रिक ताण खूप चांगल्या प्रकारे वितरित करते. 5,000 RPM च्या वेगापेक्षा जास्त चालणाऱ्या सेटअपसाठी हे खूप महत्त्वाचे असते, जिथे लहानशी समस्याही मोठ्या समस्या निर्माण करू शकते. यांत्रिक अभियंत्यांच्या अभ्यासातून असे दिसून आले आहे की, योग्य जुळवणूकीमुळे बॅकलॅश 0.5 आर्क-मिनिटांपेक्षा कमी होते, जे लेझर कटिंग ऑपरेशन्स आणि 3D प्रिंटिंग अॅप्लिकेशन्स सारख्या अचूकता सर्वकाही असलेल्या कार्यांसाठी फरक पडतो.
सामान्य पिच मानक: MXL, XL, L, T5, HTD, आणि क्रॉस-सुसंगततेचा विचार
सर्वात जास्त वापरल्या जाणार्या पिच मानकांमध्ये यांचा समावेश आहे:
| पिच | दात प्रोफाइल | सामान्य अनुप्रयोग | अधिकतम वेग |
|---|---|---|---|
| MXL | सपाट चौकोनी | लहान रोबोटिक्स, प्रिंटर | 1,500 RPM |
| HTD | वक्र | औद्योगिक ऑटोमेशन | 6,000 RPM |
HTD आणि STD सारख्या प्रोफाइलमधील दबाव कोनांमध्ये फरक असल्याने सामान्यतः त्यांच्यात एकमेकांचा वापर करणे टाळावे. काही सुधारित डिझाइनमध्ये कमी टॉर्क सेटअपमध्ये मर्यादित अदलाबदलीची परवानगी असू शकते, परंतु स्थिर कामगिरीसाठी जुळणारे घटक आवश्यक असतात.
अर्जाच्या गती आणि भारावर आधारित योग्य पिच निवडणे
जलद गतीने त्वरित करण्याची आवश्यकता असलेल्या सर्वो-चालित प्रणालींच्या बाबतीत, L किंवा XL प्रकारासारख्या 2 ते 5 मिमी दरम्यानच्या छोट्या बेल्ट पिचचा वापर करणे हे जडत्व समस्या कमी करण्यास खरोखर मदत करते. उलट बाजूने, मोठ्या औद्योगिक कन्व्हेयर सेटअप्स सहसा HTD किंवा T5 बेल्टवर अवलंबून असतात, ज्यांचे मोठे पिच सुमारे 8 ते 14 मिमी पर्यंत असतात. 2024 मध्ये पॉवरट्रेन्सवर केलेल्या अभ्यासात एक आकर्षक गोष्ट समोर आली. या अभ्यासात असे नमूद करण्यात आले की जेव्हा उत्पादकांनी त्यांच्या विशिष्ट गरजांनुसार योग्य बेल्ट पिच निवडण्यासाठी वेळ घेतला, तेव्हा ते फक्त उपलब्ध असलेल्या मानक सेटअपचा वापर करण्याऐवजी ऑफ-द-शेल्फ कारमध्ये 12% ते जवळपास 18% पर्यंत ऊर्जा कार्यक्षमता वाढवू शकतात.
योग्य बेल्ट लांबी आणि केंद्र अंतर ठरवणे
केंद्र अंतर आणि पिच व्यासावर आधारित बेल्ट लांबीची गणना
अचूक बेल्ट लांबीची गणना ही विश्वासार्ह टाइमिंग ड्राइव्ह कार्यक्षमतेसाठी मूलभूत आहे. मानक सूत्र केंद्र अंतर (C) आणि पुल्ली पिच व्यास (D1, D2) यांचे संयोजन करते:
| चल | वर्णन | सूत्र घटक |
|---|---|---|
| L | बेल्ट लांबी | 2C + π(D1 + D2)/2 + (D1 - D2)²/(4C) |
| सी | शाफ्ट केंद्र अंतर | पुली केंद्रांमध्ये मोजले जाते |
| D1/D2 | पिच व्यास | दात संख्या × पिच |
भाराखाली ऑप्टिमल तणाव वितरणासाठी बेल्ट दातांचे 85–90% गुंतवलेले राहतील याची ही पद्धत खात्री करते, जी यांत्रिक शक्ति प्रसारण मार्गदर्शक तत्त्वांमध्ये संदर्भित केली आहे.
स्थिर-केंद्र आणि समायोज्य पुली सेटअपसाठी मानक सूत्रे
स्थिर-केंद्र प्रणालींसाठी गणना केलेल्या मूल्याच्या ±0.2% आत बेल्ट लांबी आवश्यक असते. समायोज्य सेटअपसाठी, 1–3% फरक स्वीकारार्ह असतो ज्यामुळे कार्यात्मक अखंडता राखली जाते. डिझाइन मर्यादा खालीलप्रमाणे आहेत:
- किमान मध्य अंतर = (D1 + D2)/2 + बेल्ट रुंदीचे 15%
- कमाल मध्य अंतर = 3 × (D1 + D2)/2
घटकांवर अतिभार टाळून योग्य तन्यता राखण्यासाठी ही श्रेणी समर्थन करते.
योग्य तन्यता आणि संरेखणासाठी मध्य अंतर समायोजित करणे
बसवल्यानंतर 0.5–2 मिमी ने मध्य अंतर बारकावेर समायोजित करणे बेल्टची इष्टतम तन्यता प्राप्त करते. महत्त्वाचे संरेखण मापदंड खालीलप्रमाणे आहेत:
- शाफ्टमधील समांतरता त्रुटी < 0.5°
- त्रिज्या चुकीचे ऑफसेट < 0.1 मिमी
- अक्षीय असंरेखण < बेल्ट रुंदीचे 1%
योग्य संरेखण धारेवरील भार कमी करते आणि सेवा आयुष्य वाढवते.
प्रणाली कार्यक्षमता आणि घिसण पर चुकीच्या बेल्ट लांबीचा परिणाम
खूप लांब पट्टे दातांच्या संलग्नतेत 18-22% घट करतात, तर लहान पट्टे दातांवरील अपघर्षण तणाव 35-40% ने वाढवतात. दोन्ही परिस्थितींमुळे होते:
- पॉवर ट्रान्समिशन कार्यक्षमतेचे 25-30% नुकसान
- उच्च-टॉर्क वातावरणात घिसण्याचा दुप्पट दर
- पुल्लीज मध्ये लवकर बेअरिंग फेल्युअर
लांबीची निवड अचूकपणे विश्वासार्हता आणि दुरुस्तीच्या अंतरावर परिणाम करते.
योग्य टाइमिंग बेल्ट रुंदी आणि लोड क्षमता निवडणे
टॉर्क आणि लोड आवश्यकतांनुसार बेल्ट रुंदी जुळवणे
बेल्ट रुंदी उच्चतम टॉर्क आणि त्रिज्या भार गरजांशी जुळली पाहिजे. लहान आकाराचे पट्टे लवकरच ताणले जातात; जास्त आकाराचे पट्टे अनावश्यक जडत्व आणि जागेच्या गरजा जोडतात. उदाहरणार्थ, 80-120 N·m वर कार्यरत असलेल्या औद्योगिक CNC मशीन्स सामान्यत: गतिशील भारांखाली अचूकता राखण्यासाठी 25-50 मिमी रुंदीचे पट्टे वापरतात.
उच्च-टॉर्क अर्जांमध्ये घनिष्ठ बेल्ट टिकाऊपणा सुधारण्यास कसे मदत करतात
25 मिमी आणि त्यापेक्षा जास्त रुंदीचे पट्टे अधिक दातांवर यांत्रिक ताण वितरित करतात, ज्यामुळे प्रत्येक दाताला होणारा अपघर्षण बल कमी होतो. चाचण्या दाखवतात की बारीक पट्ट्यांच्या तुलनेत हे बल 18 ते 22 टक्क्यांपर्यंत कमी होऊ शकते. रोबोटिक आर्म किंवा भारी कन्व्हेयर सिस्टम सारख्या अनुप्रयोगांमध्ये, जेथे अचानक टॉर्कमध्ये सामान्यापेक्षा सुमारे 150 टक्के वाढ होते, अशा रुंद पट्ट्यांची कामगिरी खूप चांगली असते. सामग्रीच्या दृष्टीने, स्टीलच्या पुनर्बलित दोरी असलेले पॉलियुरेथेन पट्टे समान कठोर परिस्थितीत सामान्य रबर पट्ट्यांपेक्षा 25 ते 40 टक्के जास्त भार सहन करतात. अनेक उत्पादकांना आढळून आले आहे की त्यांच्या ऑपरेशन्समध्ये हा फरक खरोखरच परिणाम करतो.
बारीक आणि रुंद पट्टे: औद्योगिक परिस्थितीतील कामगिरीचे तोटे-फायदे
- बारीक पट्टे (≤15 मिमी) : 50 N·m पेक्षा कमी भारासाठी आणि घनदाट, उच्च-गतीच्या सिस्टम (<3,000 RPM) साठी योग्य
- रुंद पट्टे (25–100 मिमी) : 100–1,000 N·m प्रेषित करणाऱ्या प्रेस, एक्सट्रूडर आणि खाण कामगिरीत वापरले जाते
- हायब्रिड डिझाइन (15–25 मिमी) : मध्यम टॉर्क (50–200 N·m) आणि गतीच्या आवश्यकतांचे संतुलन साधतात
निवड ही जागा, जडत्व आणि ड्यूटी चक्र मर्यादांचे अनुसरण करावी.
टाइमिंग बेल्ट निवडीमध्ये सामग्री आणि बळकटीकरण घटक
सामग्रीची निवड टिकाऊपणा आणि भार सहन करण्यावर मोठ्या प्रमाणात परिणाम करते. महत्त्वाची जोडपी खालीलप्रमाणे आहेत:
| अर्जाचा प्रकार | आदर्श सामग्री | कमाल भार क्षमता |
|---|---|---|
| उच्च-टॉर्क औद्योगिक | पॉलियुरेथेन + केव्हलर | 1,200 N·m |
| अन्न प्रक्रिया | तेल-प्रतिरोधक रबर | 450 N·m |
| अचूक स्वचालन | निओप्रीन + फायबरग्लास | 320 N·m |
| उच्च तापमान | थर्मोप्लास्टिक इलास्टोमर | 680 N·m |
रासायनिकदृष्ट्या आक्रमक वातावरणात, स्टेनलेस स्टील टेन्शन कॉर्डसह पॉलियुरेथेन बेल्ट नायट्राइल-आधारित पर्यायांपेक्षा तीन पट जास्त अम्ल प्रतिरोधकता प्रदान करतात. बेल्ट प्रोफाइलशी जुळण्यासाठी पुली ग्रूव ज्यामेट्रीची नेहमी खात्री करा जेणेकरून 0.05–0.2 मिमी ची अयोग्य जुळणी टाळता येईल जी घसरणीला गती देते.
टाइमिंग पुली सिस्टमची योग्य स्थापना आणि देखभाल
टाइमिंग बेल्ट आणि पुली स्थापित करण्यासाठी उत्तम पद्धती
पॉवर ट्रान्समिशन अभ्यासानुसार, स्थापनेची गुणवत्ता बेल्टच्या सेवा आयुष्याच्या जवळपास 90% ठरवते. आवश्यक पायऱ्यांमध्ये समावेश आहे:
- असेंब्लीपूर्वी पुली ग्रूव स्वच्छ करा
- लेझर साधने किंवा स्ट्रेटएज वापरून जुळणी तपासा
- बेल्ट बसवताना समान अक्षीय दाब लावा—कधीही लिव्हरचा वापर करू नका
- स्थापनेनंतर सिस्टम हाताने तीन पूर्ण फेरे फिरवा
या प्रक्रियांचे पालन केल्याने प्रारंभिक नुकसान टाळले जाते आणि एकरूप भार सामायिकरणाला प्रोत्साहन मिळते.
कमाल कार्यक्षमता आणि आयुष्यासाठी पुली जुळणी सुनिश्चित करणे
औद्योगिक परिस्थितींमध्ये 0.5° पेक्षा जास्त शाफ्ट मिसॅलाइनमेंट बेल्टच्या आयुष्यात 47% ने कपात करते. डायल इंडिकेटर्सचा वापर मोजण्यासाठी करा:
- शाफ्ट सेंटरलाइन्समधील समांतरता
- पुली चेहऱ्याची कोनीय रेखांकन
- फिरण्याच्या दरम्यान अनुभवल्या जाणार्या अनुलंब आणि क्षैतिज ऑफसेट
थोड्याशा मिसॅलाइनमेंटमुळे दातांवर असमान घिसण होते आणि आवाज वाढतो.
आवाज आणि घिसण कमी करण्यासाठी टेन्शन समायोजन तंत्र
इष्टतम टेन्शन म्हणजे स्पॅन लांबीच्या प्रति इंच 1/64" एवढा विसर्प. अचूक मोजमाप पद्धतींमध्ये समावेश आहे:
- नैसर्गिक कंपन वारंवारता ओळखण्यासाठी वारंवारता मीटर
- ISO 4184 नुसार अनुपालन करणारे फोर्स डेफ्लेक्शन गेज
- अत्यंत अचूक अनुप्रयोगांमध्ये स्वयंचलित टेन्शनिंग प्रणाली
स्थिर तनाव कमी करणे सरकणे, उष्णतेचा निर्माण आणि आवाज कमी करते.
पूर्वकालीन अपयश टाळण्यासाठी नियमित देखभालीच्या टिप्स
मासिक तपासणीमुळे अनोळखी बंद असलेल्या वेळेत 81% ने कमी होते (2023 अटी मॉनिटरिंग अभ्यास). शिफारस केलेल्या पद्धती:
- प्रत्येक 500 कार्यात्मक तासांनी दातांच्या घिसण्याच्या पद्धती नोंदवा
- पुली ग्रूव रुंदीचे विस्तार लक्षात घ्या (मूळापेक्षा >3% जास्त रुंद असल्यास बदला)
- व्ही-रिंग सील्स वापरून दूषण टाळा
- बेल्टवर तेलाचे स्थलांतर टाळण्यासाठी बेअरिंग्स सावधगिरीने चिकणवणे
महत्त्वाच्या प्रणालींमध्ये त्यांच्या नामनिर्देशित सेवा आयुष्याच्या 90% वर बेल्ट बदला, आणि सुसंगतता आणि कार्यक्षमतेची सातत्य खात्री करण्यासाठी नेहमी पुली आणि बेल्ट एकत्रित सेट म्हणून बदला.
सामान्य प्रश्न
टाइमिंग पुली आणि बेल्टचे संरेखन इतके महत्त्वाचे का आहे?
योग्य संरेखन अत्यंत महत्त्वाचे आहे कारण असंरेखनमुळे दातांचे असमान घिसणे, वाढलेला आवाज आणि बेल्टचे आयुष्य लक्षणीयरीत्या कमी होऊ शकते, ज्यामुळे प्रणालीची कार्यक्षमता आणि कामगिरी प्रभावित होऊ शकते.
टाइमिंग बेल्ट सिस्टमची नियमितपणे किती वेळा तपासणी करावी?
महिन्याला एकदा तपासणी करणे शिफारसीय आहे, कारण नियमित देखरेख अनपेक्षित बंदवारून होणारा तोटा लक्षणीय प्रमाणात कमी करू शकते.
टाइमिंग बेल्ट सामग्री निवडताना कोणत्या घटकांचा विचार करावा?
मुख्य घटकांमध्या अर्जाच्या टॉर्क गरजा, पर्यावरणीय परिस्थिती (रासायनिक पदार्थांच्या संपर्कासारख्या) आणि तापमानाचा समावेश आहे, कारण विविध सामग्री पर्यावरणीय घटकांना टिकाऊपणा आणि प्रतिकारशक्तीच्या वेगवेगळ्या पातळ्यांची ऑफर करतात.
कमी टॉर्क अर्जांसाठी वेगवेगळ्या पिच प्रोफाइल्स एकमेकांच्या जागी वापरता येतील का?
शक्य असले तरी, दबाव कोन आणि दातांच्या प्रोफाइलमधील फरकांमुळे जुळणाऱ्या घटकांसह केवळ सुसंगत कामगिरीची हमी दिली जाते.