 EN
EN
 AR
AR
 HR
HR
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 AF
AF
 MS
MS
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BN
BN
 LA
LA
 MR
MR
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY
Тайминг шкив жана ремень кадамынын уюмдуулугун түшүнүү
Тайминг шкив жана ремень кадамын тандоонун мааниси
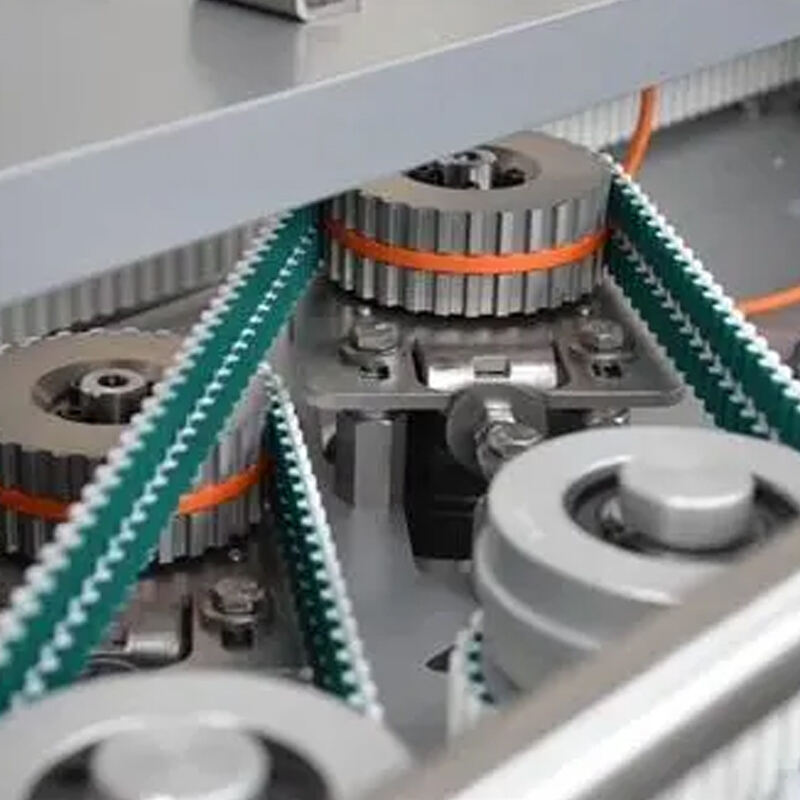
Механикалык күчтү жеткиликтүү түрдө которууда убакыттын шкивдары менен ременьдин кадамынын туура дал келүүсү чоң мааниге ээ. Өндүрүштүк жылдыздын жүйөлөрүнүн 2023-жылкы баяндамасына ылайык, 0,1 мм гана айырма жүк көтөрүүчү кубаттуулукту 30% чейин төмөндөтүшү мүмкүн. Бул оңдоо көп учурда бөлүктөрдүн тез изилеп, кийинчерээк системанын толугу менен иштен чыгышына алып келет. Бирок бардыгы туура келип турганда, валдар сыртынан сыртына карай жылдырылбай, жумшак кыймылдайт. Бул синхрондоштуруу CNC машиналары жана робототтолгон жыйналгы сыяктуу жогорку тактагы иштөө чөйрөлөрүндө өндүрүштүк тегеректеги жараксыз өнүмдөргө түздөн-түз которулган кыймылдагы кичинекей өзгөрүүлөр үчүн абсолюттук мааниге ээ.
Тештердин камтый турганы далилдүү кыймыл которууну кантип камсыз кылат
Жакшы кыймыл контролүнө ээ болуу чынында деле тиштердин шкив менен канчалык жакшы тийип турганына байланыштуу. Ар бир тиш өз оюгунда туура отурганда, механикалык күйгүнү системанын бардык бөлүктөрүнө жакшы тарата алат. Бул 5000 RPMден жогорку ылдамдыкта иштеген системалар үчүн чоң мааниге ээ, анткени мындай системаларда кичинекей кемчиликтер да чоң кыйынчылыктарга алып келет. Механикалык инженерлердин изилдөөлөрү туура тийип турган тиштер обратный ходду 0,5 арк-минутадан төмөнкү деңгээлге түшүрөрүн көрсөттү. Бул лазер менен кесүү же 3D басып чыгаруу сыяктуу тактык талап кылган иш учурунда чоң айырма кылат.
Кеңири колдонулган кадам стандарттары: MXL, XL, L, T5, HTD жана алардын өз ара уюшулушу
Эң кеңири колдонулган кадам стандарттары мындан турат:
| Аткаруу | Тиштин формасы | Жалпы колдонмолор | Максималдуу ылдамдык |
|---|---|---|---|
| MXL | Трапециялык | Кичине робототехника, принтерлер | 1,500 RPM |
| HTD | Куйруктуу | Өнөр жайды автоматташтыруу | 6,000 RPM |
Басым бурчунун айырмаланышына байланыштуу HTD жана STD сыяктуу профилдердин арасындагы өз ара колдонулушу жалпысынан маскели. Кээ бир өзгөртүлгөн конструкциялар төмөнкү крутящий моменттүү системаларда чектелген өз ара алмашууга мүмкүндүк берсе да, туруктуу иштөө үчүн компоненттер дал келүүсү керек.
Колдонуу ылдамдыгы жана жүктөмөнө ылайыктуу чыбыкты тандоо
Тез ылдамданууга тийиш болгон сервобашкарачуу системалар үчүн инерция маселесин азайтуу үчүн L же XL типтеги 2–5 мм чейинки кичине чыбык пичи колдонуу чынында пайдалуу. Булга каршы, чоң өнөр жай конвейерлери жалпысынан чыбык пичи 8–14 мм чейин болгон HTD же T5 чыбыктарга таянат. 2024-жылы кубат өткөрүү системалары боюнча жүргүзүлгөн изилдөөлөр кызыктуу натыйжа берди. Изилдөө башкаруучулар өздөрүнүн насыялдуу иштөө шарттарына ылайыктуу чыбык пичин тандаган сайын, машинелердин энергия эффективтүүлүгүн 12% дан 18% ка чейин жогорулатууга мүмкүндүк бар экенин көрсөттү, ал эми стандарттуу, дүкөндөн алынган чыбык пичти гана колдонуу менен салыштырганда.
Чыбык узундугун жана орто чекиттин аралыгын аныктоо
Чыбык узундугун орто чекиттин аралыгы жана чыбык диаметри боюнча эсептөө
Муркундуу иштөө үчүн ремендүн узундугун так эсептөө негизги мааниге ээ. Стандарттык формула ортосундагы аралыкты (C) жана шкивтин кадам диаметрин (D1, D2) кошуп эсептейт:
| Өзгөрмө | Сүрөттөмө | Формуланын компоненти |
|---|---|---|
| L | Ремендин узундугу | 2C + π(D1 + D2)/2 + (D1 - D2)²/(4C) |
| C | Билектин орто чекиттеринин аралыгы | Шкивдиң орто чекиттери боюнча өлчөнөт |
| D1/D2 | Кадам диаметри | Тиштердин саны × кадам |
Механикалык күч трансмиссиясынын нускамаларында келтирилген бул ыкма, тарамчылыкты оптималдуу таратуу үчүн жүктөмдүн астында ремендеги тиштердин 85–90% ишин камсыз кылат.
Бекитилген орто жана ылдамдыгын өзгөртүүчү шкив орнотулушу үчүн стандарттуу формулалар
Бекитилген орто системалар эсептелген маанисинен ±0,2% чегинде ремень узундугуна муктаж. Ылдамдыгын өзгөртүүчү орнотулуштар үчүн 1–3% айырмачылык иштөө кабилийин сактоо менен жумшат. Дизайндык чектөөлөргө төмөнкүлөр кирет:
- Минималдуу ортосунун аралыгы = (D1 + D2)/2 + ременьдин туурасынын 15%
- Максималдуу ортосунун аралыгы = 3 × (D1 + D2)/2
Бул диапазон компоненттерди шамадан тыс жүктөөсүз туура тартууну камсыз кылат.
Туура тартуу жана тургузуу үчүн орто аралыкты ылдамдоо
Орноткондон кийин 0,5–2 мм чейин орто аралыкты тактоо оптималдуу ремень тартуусун берет. Түпкү тургузуу параметрлерине төмөнкүлөр кирет:
- Осьтор ортосунда параллелдүүлүк катасы < 0,5°
- Радиалдык чечки < 0,1 мм
- Ось боюнча чыгыш < ременьдин туурасынын 1%
Туura тургузулуш чекиттик жүктөмөнү кичирейтет жана колдонуу мөөнөтүн узартат.
Белттин туура эмес узундугунун система эффективдүүлүгүнө жана износко таасири
Белттер узун болгондо тиштердин камтый турган бөлүгү 18–22% кемийт, ал эми кыска белттер тиштерге ылдый тартуу күчүн 35–40% көбөйтөт. Бул эки шарт да төмөнкүлөрдү берет:
- күч тапшыруу эффективдүүлүгүнүн 25–30% кемиши
- Жогорку моменттуу муздактарда износ чени эки эсе жогору
- Шкивлердин подшипниктеринин иретсиз бузулушу
Узундукту так тандоо надеждүүлүккө жана техникалык кызмат көрсөтүү интервалдарына түздөн-түз таасир этет.
Туура Убакыт Белтинин Кенчишин жана Жүк Көтөрүү Чоңдугун Тандаш
Белтинин Кенчишин Момент жана Жүк Талаптарына ылайык келтирүү
Белтинин кенчиши чоку моментке жана радиалдык жүктөмө талаптарына туура келүү керек. Кичине белттер иргелеп оозго чейин созулат; чоңдору артыкчылыктуу инерцияны жана мейкиндикти талап кылат. Мисалы, 80–120 Н·м диапазонунда иштеген өнөр жай CNC машиналары динамикалык жүктөмө астында тактыкты сактоо үчүн жалпысынан 25–50 мм кенчиштеги белттерди колдонот.
Кең тасмалар жогорку бургу күчүнүн колдонулушунда бергечтиги кандай жакшыртат
25 мм жана андан жогорку кеңдиктеги тасмалар механикалык чыңалууну көбүрөөк тиштерге таратып, ар бир тишке тийип турган кесилүү күчүн азайтат. Тесттер ушул күчтөрдү тар тасма варианттары менен салыштырганда 18–22 пайызга чейин азайта аларын көрсөттү. Робот колдору же оор конвейер системалары сыяктуу түрмө күчтөрү жол көчөттөн 150% жогору болуп кетүүчү колдонулуштар үчүн бул кең тасмалар көп жакшы иштейт. Материалдарды караганда, ичинде болот кооздору бар полимерли тасмалар тууралуу резина тасмаларга караганда окшош катуу шарттарда 25–40 пайызга чейин көбүрөөк жүктөмө төтөнөт. Көптөгөн өндүрүүчүлөр бул айырма алардын иштеринде насыя таасирин тийгизерин тапты.
Тар жана кең тасмалар: Өнөр жай шарттарындагы иштеүү компромисстер
- Тар тасмалар (≤15 мм) : Компакт, жогорку ылдамдыктагы системалар үчүн идеалдуу (<3,000 RPM), бирок 50 Н·м ден ашпаган жүктөмөлөргө чектелген
- Кең тасмалар (25–100 мм) : 100–1,000 N·m өткөрүүчү престерде, экструдерлерде жана казу куралдарында колдонулат
- Гибриддик конструкциялар (15–25 мм) : Орточо бурулуш моментин (50–200 N·m) жана ылдамдык талаптарын тең салмашкалат
Тандаш керектүүлүгү орун, инерция жана жүктөм циклы чектөөлөрүн эске алуусу керек.
Тайминг ременин тандоодогу материал жана күчөйтүү факторлору
Материалды тандоо ийкемдүүлүк жана жүк төзүмдүүлүгүнүн деңгээлинин маанилүү таасирин тийгизет. Негизги жуптарга төмөнкүлөр кирет:
| Колдонуу түрү | Идеалдуу материал | Максималдуу жүк көтөрүүчү кабилеттүүлүк |
|---|---|---|
| Жогорку бурулуштуу өнөр жай | Полиуретан + Кевлар | 1,200 N·m |
| Тамак-аш кайра иштетүү | Майга каршы резеңке | 450 Н·м |
| Тактык Автоматташтыруу | Неопрен + шыны тал | 320 Н·м |
| Уланыштык температурада | Термопластик эластика | 680 Н·м |
Химиялык жагынан агрессивдүү муздактарда нитрилге негизделген варианттарга салыштырмалуу өзүктүн үч эсе көп кислотаға турушкан полиуретан реминдер колдонулат. Ремдин профили менен шкив ойуктарынын геометриясы дал келбешин 0,05–0,2 мм чечилерди пайда кылуудан сактандырып, аралыкты текшериңиз.
Тайминг шкив системаларынын туура орнотулушу жана техникалык кызмет көрсөтүлүшү
Тайминг реминдерин жана шкивдерди орнотуунун эң жакшы практикалары
Кубатты берүү боюнча изилдөөлөрдүн айтымында, ремдин иштөө мөөнөтүнүн 90% анын орнотулушунун сапатына байланыштуу. Негизги кадамдарга төмөнкүлөр кирет:
- Жыйналгандан мурда шкив ойуктарын тазалоо
- Лазердуу куралдар же түз сызыктар колдонуп, тегеректин тегеректиги дали келеби экенин текшерүү
- Белтти орнатууда туураланган өстүк басымды колдонуңуз—эч качан рычагдарды колдонбоңуз
- Орнатылгандан кийин системаны кол менен толук үч айланганын кайталоо
Бул процедурадан өтүү башталгыч зыянды болдуруп, жүктү бирдей таратууга жол ачат.
Максималдуу эффективдүүлүк жана узак мөөнөттү камсыз кылуу үчүн шкивди тууралоо
0,5° дан ашык чапталган валдар өнеркәсиптик шарттарда белттин иштөө мөөнөтүн 47% кыскартат. Өлчөө үчүн циферблат индикаторлорун колдонуңуз:
- Валдардын борбор сызыктарынын параллелизми
- Шкивдин жүзүнүн бурчтук туураланышы
- Айлануу боюнча вертикалдуу жана горизонталдуу оффсет
Кичинекей гана тууралануусуз жагдайлар тешиктердин теңсиз износун жана үндүн көбөйүшүн түзөт.
Тынчтык жана износун азайтуу үчүн кергишти багыттоо техникасы
Оптималдуу кергиш аралыктын узундугунун ар бир дюймүнө 1/64" чейинки бүгүлүшкө туура келет. Так чениш ыкмалары:
- Табигый тербелүштүн жыштыгын аныктоо үчүн жыштык өлчөгүчтөр
- ISO 4184 талаптарына ылайык келген күч-бүгүлүш өлчөгүчтөр
- тактык деңгээли жогорку колдонулушта автоматташтырылган кергиш системалары
Бирдей кергиш чыгышты, ичинде жылуулук жана сыңгыракты азайтат.
Эрте иштен чыгышты болгононотуу үчүн керектүү техникалык кызмат көрсөтүү кеңештери
Ай сайынкы текшерүү плансыз токтоолорду 81% га чейин азайтат (2023-жылдын шарттарын мониторингдоо боюнча изилдөөсү). Сунушталган практикалар:
- Ар бир 500 саат иштегенден кийин тиштердин ташталыш шаблоңдорун жазып алыңыз
- Шкив оймолорунун кеңейишин көзөмөлдөңүз (эгерде баштапкыдан 3% кеңири болсо, алмаштырыңыз)
- V-шакектик муундарды колдонуп, ластануудан сактаныңыз
- Тасмаларга май көчүшүн болгоно албы үчүн паддарды майлоо керек
Критикалык системаларда тасмалардын иштөө мөөнөтүнүн 90% өткөндөн кийин алмаштырыңыз, дайыма шкивлерди жана тасмаларды бир комплект катары алмаштырып, уюмдуулукту жана иштөө сапатын камсыз кылыңыз.
ККБ
Убакыт белгилөө шкивдери менен тасмаларынын тегизделиши неге ушунчалык маанилүү?
Туураланыш чечкичи туура эмес болсо, тиштердин теңсиз изилешине, көбөйгөн ызы-чуулука жана тасманын иштөө мөөнөтүнүн кыйла кыскаруусуна алып келет, бул системанын эффективдүүлүгүн жана иштөө сапатын таасиринде көрсөтүшү мүмкүн. Ошондуктан, тууралуугу абдан маанилүү.
Убакыт белгилөө тасмалы системаларын канча сайын текшерүү керек?
Айына бир жолу текшерүүнү өткөрүп, туруктуу көзөмөлдөөнү жүргүзүүнү порекомендация кылат, анткени бул плансыз токтоолорду кыйла азайтат.
Убакыт белгилөө тасмасынын материалдарын тандоодо кайсы факторлорду эсепке алуу керек?
Негизги факторлор колдонулган ыкмалардын момент талаптарын, чөйрө шарттарын (химикаттарга дуушар болуу сыяктуу) жана температураны камтишет, анткени ар кандай материалдар чөйрөлүк факторлорго каршы турушунун жана иштөө убактысынын ар кандай деңгээлин сунуштайт.
Төмөнкү крутящий момент колдонулуштары үчүн ар кандай бурч профилдерин алмаштырууга болобу?
Мүмкүн болгон менен, басым бурчтарынын жана тиштердин профилдери боюнча айырмачылыктарга байланыштуу, туруктуу иштөө жандырылган компоненттер менен гана камсыз алынат.
Мазмуну
- Тайминг шкив жана ремень кадамынын уюмдуулугун түшүнүү
- Чыбык узундугун жана орто чекиттин аралыгын аныктоо
- Туура Убакыт Белтинин Кенчишин жана Жүк Көтөрүү Чоңдугун Тандаш
- Тайминг шкив системаларынын туура орнотулушу жана техникалык кызмет көрсөтүлүшү
-
ККБ
- Убакыт белгилөө шкивдери менен тасмаларынын тегизделиши неге ушунчалык маанилүү?
- Убакыт белгилөө тасмалы системаларын канча сайын текшерүү керек?
- Убакыт белгилөө тасмасынын материалдарын тандоодо кайсы факторлорду эсепке алуу керек?
- Төмөнкү крутящий момент колдонулуштары үчүн ар кандай бурч профилдерин алмаштырууга болобу?